Nguyên nhân và cách giảm rung khi gia công phay CNC
10/04/2026 View: 276Trong gia công cơ khí chính xác, rung động (chatter) là một trong những nguyên nhân hàng đầu làm giảm chất lượng bề mặt và tuổi thọ dao phay, đồng thời ảnh hưởng trực tiếp đến năng suất gia công CNC. Việc kiểm soát rung động khi phay CNC không chỉ dừng lại ở việc điều chỉnh tốc độ cắt (RPM) hay lượng ăn dao (feedrate), mà còn đòi hỏi một giải pháp tổng thể từ lựa chọn dao phay, holder, vật liệu gia công cho đến chiến lược lập trình CAM tối ưu.
Trong bài viết này, Thiết Bị Cơ Khí Đức Phong sẽ phân tích chi tiết các nguyên nhân gây rung khi phay CNC, đồng thời đưa ra những giải pháp thực tế giúp giảm rung động, hạn chế hiện tượng chatter, cải thiện độ bóng bề mặt và nâng cao hiệu quả sản xuất trong gia công cơ khí. Nội dung phù hợp cho cả kỹ sư, thợ vận hành CNC và doanh nghiệp đang tìm kiếm giải pháp tối ưu hóa quy trình cắt gọt kim loại.
Tổng quan về rung động khi gia công cơ khí
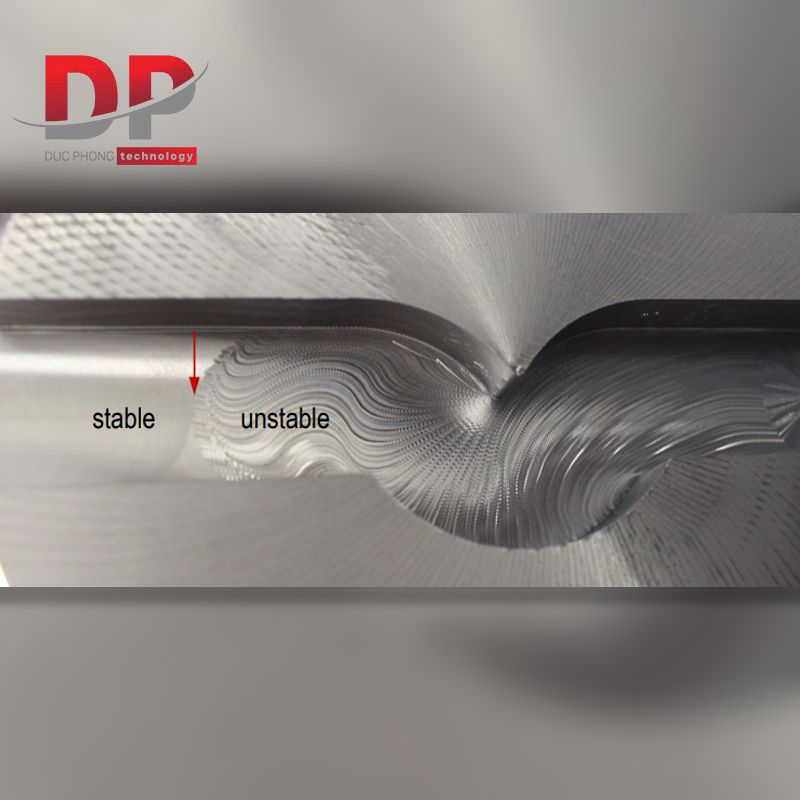
Rung động (chatter) là hiện tượng dao động tự kích xuất hiện trong quá trình gia công CNC, đặc biệt phổ biến trong phay tốc độ cao. Khác với dao động thông thường, chatter có tần số cao, biên độ lớn và mang tính lặp lại theo chu kỳ cắt.
Dấu hiệu nhận biết rung động trong gia công phay CNC khá rõ ràng:
- Xuất hiện âm thanh rít lớn, không ổn định khi dao tiếp xúc với vật liệu
- Bề mặt chi tiết có vân sóng, nhám không đồng đều hoặc xuất hiện dấu vết rung
- Dao phay bị rung lắc, cắt không ổn định
Việc phát hiện sớm các dấu hiệu này giúp kỹ sư và thợ vận hành kịp thời điều chỉnh thông số cắt, lựa chọn dao phù hợp hoặc tối ưu chương trình CAM để hạn chế rung động.
Rung động khi gia công CNC thường xuất hiện khi lực cắt biến thiên liên tục hoặc khi tần số kích thích trùng với tần số riêng của hệ thống máy - dao - phôi. Nếu không kiểm soát tốt, hiện tượng này sẽ gây ra nhiều ảnh hưởng nghiêm trọng đến quá trình sản xuất:
- Giảm tuổi thọ dao phay: Va đập liên tục làm mẻ lưỡi cắt, tăng tốc độ mài mòn và giảm hiệu suất cắt
- Hư hỏng trục chính (spindle): Rung động truyền ngược gây ảnh hưởng đến ổ bi, làm giảm độ chính xác máy CNC
- Tăng tỷ lệ phế phẩm: Sai số kích thước và độ nhám bề mặt không đạt tiêu chuẩn kỹ thuật
- Giảm năng suất gia công: Máy phải chạy chậm hơn để tránh rung, làm kéo dài thời gian sản xuất
Theo kinh nghiệm thực tế từ Thiết Bị Cơ Khí Đức Phong, nhiều doanh nghiệp thường chỉ điều chỉnh tốc độ cắt mà bỏ qua các yếu tố như độ cứng hệ thống, lựa chọn dao phay hoặc holder, dẫn đến rung động không được xử lý triệt để.
Để áp dụng đúng giải pháp giảm rung khi gia công CNC, cần phân biệt rõ các dạng rung động phổ biến:
- Rung động tự do:
Xảy ra do các tác động ban đầu như va chạm giữa dao và phôi. Loại rung này thường giảm nhanh nhờ khả năng giảm chấn tự nhiên của hệ thống máy. - Rung động cưỡng bức:
Phát sinh từ các nguồn ngoại lực lặp lại như mất cân bằng trục chính, độ đảo dao (runout) hoặc sai lệch trong hệ thống kẹp. Đây là dạng rung có thể kiểm soát bằng cách cải thiện thiết bị và điều kiện gá đặt. - Rung động tự kích (chatter):
Đây là dạng nguy hiểm nhất trong gia công phay CNC. Nó hình thành do sự tương tác giữa lực cắt và cấu trúc hệ thống, tạo thành vòng lặp phản hồi dương khiến biên độ rung tăng dần theo thời gian. Nếu không xử lý kịp thời, chatter có thể gây hỏng dao, hỏng máy và làm giảm nghiêm trọng chất lượng sản phẩm.
Nguyên nhân xảy ra rung động khi gia công
Trong thực tế gia công cơ khí chính xác, rung động không đến từ một yếu tố riêng lẻ mà thường là sự kết hợp của nhiều nguyên nhân khác nhau trong hệ thống máy – dao – phôi – chương trình CNC. Dưới đây là 4 nhóm nguyên nhân phổ biến trong quá trình gia công, sản xuất
1. Nguyên nhân từ kết cấu máy và độ cứng vững hệ thống
Độ cứng vững của máy CNC đóng vai trò nền tảng quyết định đến sự ổn định trong quá trình cắt gọt kim loại. Khi các bộ phận như băng máy, trục chính hoặc khớp nối bị lỏng, mòn hoặc sai lệch, hệ thống sẽ dễ bị kích thích bởi lực cắt và phát sinh rung động.
Ngoài ra, yếu tố môi trường nhà xưởng cũng ảnh hưởng đáng kể:
- Nền móng không đủ cứng hoặc không được xử lý chống rung
- Máy CNC đặt gần các thiết bị gây chấn động mạnh như máy dập, máy ép
- Bố trí mặt bằng không hợp lý làm lan truyền dao động cơ học
Những yếu tố này làm giảm độ ổn định tổng thể, khiến quá trình phay CNC dễ rơi vào trạng thái rung lắc và mất kiểm soát.
2. Nguyên nhân từ dụng cụ cắt (dao phay và holder)
Dụng cụ cắt là nơi trực tiếp sinh ra lực cắt, do đó bất kỳ sai lệch nào cũng có thể gây rung động. Một trong những nguyên nhân phổ biến là hiện tượng run-out (độ đảo dao) vượt mức cho phép, khiến các me cắt làm việc không đồng đều và tạo ra rung động cưỡng bức.
Bên cạnh đó:
- Dao phay bị mòn làm tăng ma sát thay vì cắt
- Lưỡi cắt bị mẻ gây mất cân bằng lực
- Holder kẹp dao không chính xác hoặc kém chất lượng
Tất cả những yếu tố này đều làm giảm hiệu suất cắt và khiến quá trình gia công CNC trở nên không ổn định.
>> Có thể bạn quan tâm: 8 bí quyết giúp tuổi thọ dao phay CNC bền gấp 2 lần
3. Nguyên nhân từ phôi và thiết bị gá kẹp (fixture)

Trong gia công cơ khí, độ cứng của phôi và khả năng gá kẹp đóng vai trò cực kỳ quan trọng trong việc hạn chế rung động. Các chi tiết có thành mỏng, hình dạng dài hoặc kết cấu yếu rất dễ bị biến dạng và dao động khi chịu lực cắt.
Một số vấn đề thường gặp:
- Gá kẹp không đủ lực hoặc sai vị trí
- Diện tích tiếp xúc giữa phôi và đồ gá nhỏ
- Thiếu điểm tựa hoặc chưa khóa đủ bậc tự do
Để giảm rung khi phay CNC, cần đảm bảo hệ thống gá kẹp chắc chắn, tối ưu vị trí kẹp và sử dụng fixture phù hợp với từng loại chi tiết.
4. Nguyên nhân từ thông số cắt và chiến lược chạy dao
Đây là nguyên nhân phổ biến nhất trong lập trình gia công CNC. Việc thiết lập sai thông số cắt có thể nhanh chóng đưa hệ thống vào vùng mất ổn định và gây ra hiện tượng chatter.
Các yếu tố cần đặc biệt lưu ý:
- Tốc độ trục chính (RPM) không phù hợp với vật liệu và dao
- Lượng ăn dao (feedrate) quá lớn hoặc quá nhỏ
- Chiều sâu cắt (DOC) vượt quá khả năng chịu tải của hệ thống
- Đường chạy dao (toolpath) thay đổi đột ngột, đặc biệt ở các góc hẹp
Các giải pháp giảm rung khi gia công phay CNC
Khi đã xác định chính xác nguyên nhân gây rung động, bước tiếp theo là triển khai các giải pháp phần cứng nhằm giảm rung khi gia công phay CNC một cách trực tiếp và hiệu quả. Đây là những phương pháp dễ áp dụng trong thực tế sản xuất, giúp cải thiện độ ổn định, nâng cao chất lượng bề mặt và kéo dài tuổi thọ dụng cụ cắt. Theo kinh nghiệm thực tế từ Thiết Bị Cơ Khí Đức Phong, việc tối ưu hệ thống dụng cụ và thiết bị là nền tảng quan trọng để kiểm soát hiện tượng chatter trong gia công CNC.
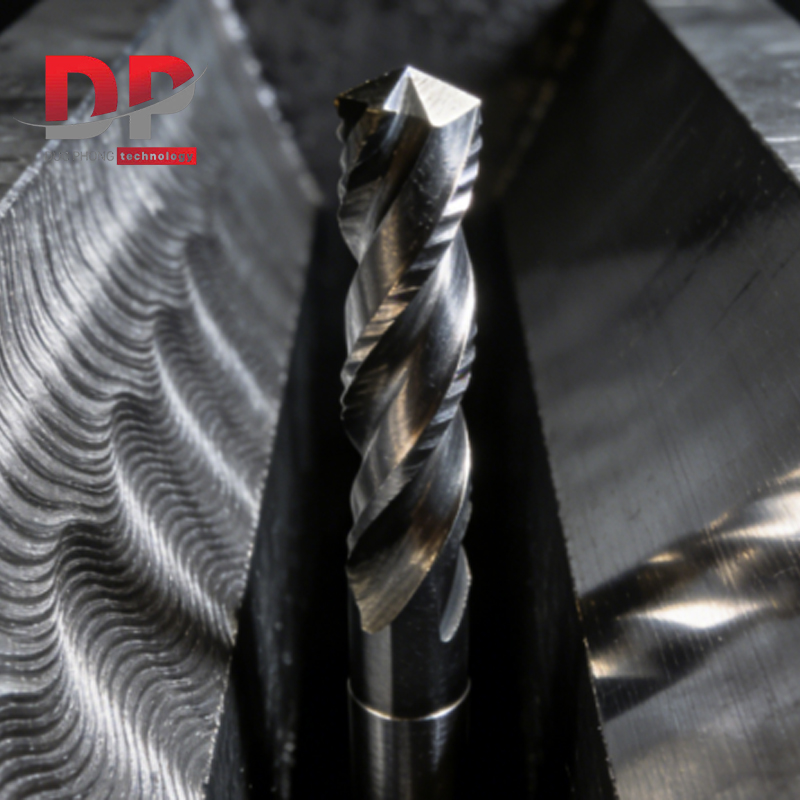
1. Lựa chọn dao phay chống rung và thiết kế bước xoắn biến thiên
Một trong những giải pháp hiệu quả nhất để giảm rung động khi phay CNC là sử dụng các loại dao phay hiệu suất cao với thiết kế đặc biệt. Dao phay có bước xoắn biến thiên (variable helix) hoặc bước răng không đều (variable pitch) giúp phá vỡ tính tuần hoàn của lực cắt, từ đó hạn chế hiện tượng cộng hưởng và rung động tự kích.
Ưu điểm của các dòng dao phay chống rung:
- Giảm hiện tượng chatter trong gia công tốc độ cao
- Cải thiện độ ổn định khi cắt vật liệu cứng như thép, inox
- Nâng cao chất lượng bề mặt và độ chính xác chi tiết
Đây là lựa chọn tối ưu cho các doanh nghiệp muốn nâng cao hiệu suất gia công CNC mà không cần thay đổi quá nhiều về máy móc.
2. Tối ưu chiều dài nhô dao (overhang) và độ cứng hệ thống dụng cụ
Trong gia công cơ khí chính xác, tỷ lệ L/D (chiều dài trên đường kính dao) ảnh hưởng trực tiếp đến độ cứng vững của hệ thống. Dao càng nhô dài thì độ võng càng lớn, dẫn đến rung động mạnh hơn trong quá trình cắt.
Để hạn chế rung khi phay CNC:
- Giữ chiều dài nhô dao ngắn nhất có thể
- Sử dụng cán dao có độ cứng cao, đặc biệt là cán hợp kim cứng
- Ưu tiên các loại holder giảm chấn khi gia công sâu hoặc gia công tinh
Việc tối ưu overhang không chỉ giúp giảm rung mà còn tăng độ chính xác và tuổi thọ dao phay đáng kể.
3. Tối ưu gá kẹp phôi và tăng độ ổn định hệ thống
Gá kẹp phôi chắc chắn là yếu tố quan trọng giúp triệt tiêu rung động trong gia công CNC. Nếu phôi không được cố định đủ cứng, lực cắt sẽ làm phôi dao động, gây ảnh hưởng đến toàn bộ quá trình gia công.
Một số nguyên tắc cần áp dụng:
- Đảm bảo lực kẹp đủ lớn và phân bố đều trên bề mặt tiếp xúc
- Tăng diện tích tiếp xúc giữa phôi và đồ gá
- Sử dụng thêm khối đỡ hoặc hệ thống gá thủy lực đối với chi tiết mỏng, dài
- Loại bỏ các bậc tự do không cần thiết để hạn chế dao động
Theo Thiết Bị Cơ Khí Đức Phong, việc tối ưu đồ gá không chỉ giúp giảm rung mà còn nâng cao độ lặp lại và độ chính xác khi gia công hàng loạt.
4. Kiểm tra và bảo dưỡng trục chính (spindle) định kỳ
Trục chính là bộ phận quan trọng nhất của máy CNC, ảnh hưởng trực tiếp đến độ ổn định khi gia công. Nếu spindle bị mòn ổ bi, mất cân bằng hoặc có độ đảo lớn, rung động sẽ xuất hiện ngay cả khi thông số cắt đã được thiết lập hợp lý.
Các hạng mục cần kiểm tra định kỳ:
- Độ rơ và tình trạng ổ bi trục chính
- Độ đảo của bầu kẹp dao (run-out)
- Cân bằng động của hệ thống dụng cụ
Một hệ thống spindle được bảo trì tốt sẽ giảm đáng kể rung động cưỡng bức, từ đó đảm bảo độ chính xác cao và kéo dài tuổi thọ máy CNC.
Quy trình chẩn đoán và khắc phục rung động trong gia công phay CNC
Để kiểm soát hiệu quả rung động khi gia công phay CNC, việc xây dựng một quy trình chẩn đoán nhanh và xử lý kịp thời tại xưởng là rất quan trọng. Thay vì điều chỉnh cảm tính, kỹ sư và thợ vận hành cần tiếp cận theo từng bước cụ thể nhằm xác định đúng nguyên nhân và áp dụng giải pháp phù hợp.
Các bước kiểm tra nhanh khi xuất hiện rung động và tiếng ồn lạ
Khi máy CNC bắt đầu có dấu hiệu rung lắc hoặc phát ra âm thanh bất thường, cần thực hiện ngay các bước kiểm tra sau:
- Dừng gia công ngay lập tức:
Quan sát bề mặt chi tiết để nhận diện dấu hiệu rung như vân sóng, nhám không đều hoặc sai lệch kích thước - Kiểm tra độ chặt của dụng cụ:
Đảm bảo dao phay, bầu kẹp và holder được siết chặt, không có hiện tượng lỏng hoặc lệch tâm - Điều chỉnh tốc độ tiến dao (feedrate):
Thử tăng hoặc giảm từ 10–20% để đánh giá sự thay đổi của rung động, từ đó xác định vùng cắt ổn định - Kiểm tra tình trạng dao phay:
Nếu dao đã sử dụng vượt quá tuổi thọ hoặc có dấu hiệu mòn, mẻ lưỡi cắt, cần thay thế ngay để tránh phát sinh chatter
Việc thực hiện nhanh các bước trên giúp khoanh vùng nguyên nhân và giảm thiểu rủi ro hư hỏng dao, phôi và máy CNC.
Giải pháp giảm rung khi gia công chi tiết thành mỏng
Gia công các chi tiết thành mỏng luôn là thách thức lớn trong cơ khí chính xác do độ cứng thấp và dễ biến dạng dưới tác động của lực cắt. Để giảm rung khi phay CNC trong trường hợp này, cần áp dụng các chiến lược phù hợp:
- Sử dụng bước cắt xuống (step-down) nhỏ để giảm lực tác động lên thành mỏng
- Tối ưu đường chạy dao nhằm duy trì lực cắt ổn định, tránh thay đổi đột ngột
- Áp dụng vật liệu hỗ trợ tạm thời như sáp, nhựa hoặc đồ gá chuyên dụng để tăng độ cứng vững
- Ưu tiên các chiến lược gia công hiệu suất cao như VoluMill hoặc adaptive clearing với lực cắt hướng tâm thấp
Hy vọng những thông tin mà Thiết Bị Cơ Khí Đức Phong vừa chia sẻ sẽ giúp bạn hiểu rõ nguyên nhân gây rung động khi gia công phay CNC và áp dụng hiệu quả các giải pháp khắc phục trong thực tế sản xuất. Việc kiểm soát tốt hiện tượng chatter không chỉ giúp nâng cao chất lượng bề mặt chi tiết mà còn kéo dài tuổi thọ dao phay, tối ưu chi phí và tăng năng suất gia công.
Nếu bạn đang tìm kiếm dao phay CNC, dụng cụ cắt gọt kim loại hoặc giải pháp tối ưu gia công, hãy liên hệ ngay với Thiết Bị Cơ Khí Đức Phong để được tư vấn chi tiết. Chúng tôi cung cấp các sản phẩm chính hãng, đa dạng chủng loại, đáp ứng nhu cầu từ gia công cơ bản đến gia công chính xác cao, cam kết chất lượng và hiệu quả sử dụng lâu dài.
Thông tin liên hệ:
Hà Nội: Tầng 7, Căn số 32V5A, KĐT Văn Phú, phường Phú La, quận Hà Đông, TP. Hà Nội
Hotline: 0985779287 (Zalo)
Website: ducphongstore.vn
Mail: Info@ducphong.vn
Hỗ trợ 24/7
Chi nhánh Hồ Chí Minh: 228/55, Thống Nhất, P. 10, Q. Gò Vấp, TP. HCM
TIN TỨC MỚI







