6 Điều cần biết về dao phay cầu khi gia công cơ khí
07/02/2026 View: 198Dao phay cầu là giải pháp tối ưu trong gia công các bề mặt cong, biên dạng 3D và chi tiết khuôn mẫu phức tạp đòi hỏi độ chính xác cao và độ hoàn thiện bề mặt tốt. Trước nhu cầu ngày càng đa dạng của ngành cơ khí chính xác, các hãng dụng cụ cắt đã phát triển nhiều dòng dao phay cầu với thiết kế và vật liệu khác nhau nhằm đáp ứng từng điều kiện gia công cụ thể. Trong bài viết dưới đây, hãy cùng Thiết Bị Cơ Khí Đức Phong tìm hiểu chi tiết về dao phay cầu, phân loại phổ biến và cách lựa chọn phù hợp để tối ưu hiệu suất gia công và tuổi thọ dụng cụ.
1. Dao phay cầu là gì?

Dao phay cầu là loại dao phay có phần đầu được thiết kế dạng cầu hoặc bán cầu, cho phép gia công chính xác các bề mặt cong, biên dạng 3D và những vùng chuyển tiếp phức tạp. Nhờ hình dạng đầu dao đặc biệt, dao phay cầu giúp tạo ra bề mặt mịn, hạn chế vết bậc khi gia công tinh và nâng cao độ hoàn thiện sản phẩm.
Về bản chất, đây có thể xem là dao phay ngón bo góc với bán kính R bằng một nửa đường kính cắt, giúp gia công bề mặt cong và biên dạng 3D chính xác, mượt mà hơn so với dao phay đầu phẳng.
Về vật liệu chế tạo, dao phay cầu thường được sản xuất từ hợp kim cứng (carbide nguyên khối) nhằm đảm bảo độ cứng cao, khả năng chịu mài mòn và độ ổn định khi gia công tốc độ cao. Phần lưỡi cắt thường được phủ lớp coating chuyên dụng để:
- Tăng độ bền và khả năng chịu nhiệt
- Giảm ma sát khi cắt
- Hạn chế nứt vỡ hoặc mẻ lưỡi dao
- Nâng cao tuổi thọ dụng cụ
Tùy theo vật liệu gia công, dao phay cầu sẽ được phủ các lớp coating khác nhau, phổ biến gồm:
- Lớp phủ TiSiN: Phù hợp gia công thép carbon, thép hợp kim, thép tôi và thép đã qua xử lý nhiệt; chịu nhiệt tốt, thích hợp cho gia công tốc độ cao.
- Lớp phủ DLC: Chuyên dùng cho nhôm và hợp kim nhôm; giúp giảm bám dính phoi và cải thiện chất lượng bề mặt.
- Lớp phủ AlTiN: Gia công đa vật liệu như thép, inox và gang; có khả năng chịu nhiệt và chống oxy hóa tốt trong môi trường cắt khô.
Trong thực tế, dao phay cầu được sử dụng phổ biến trong gia công khuôn mẫu, gia công chi tiết có biên dạng không gian 3D và các bề mặt cong phức tạp trong ngành cơ khí chính xác, ô tô và chế tạo máy.
2. Cấu tạo của dao phay cầu
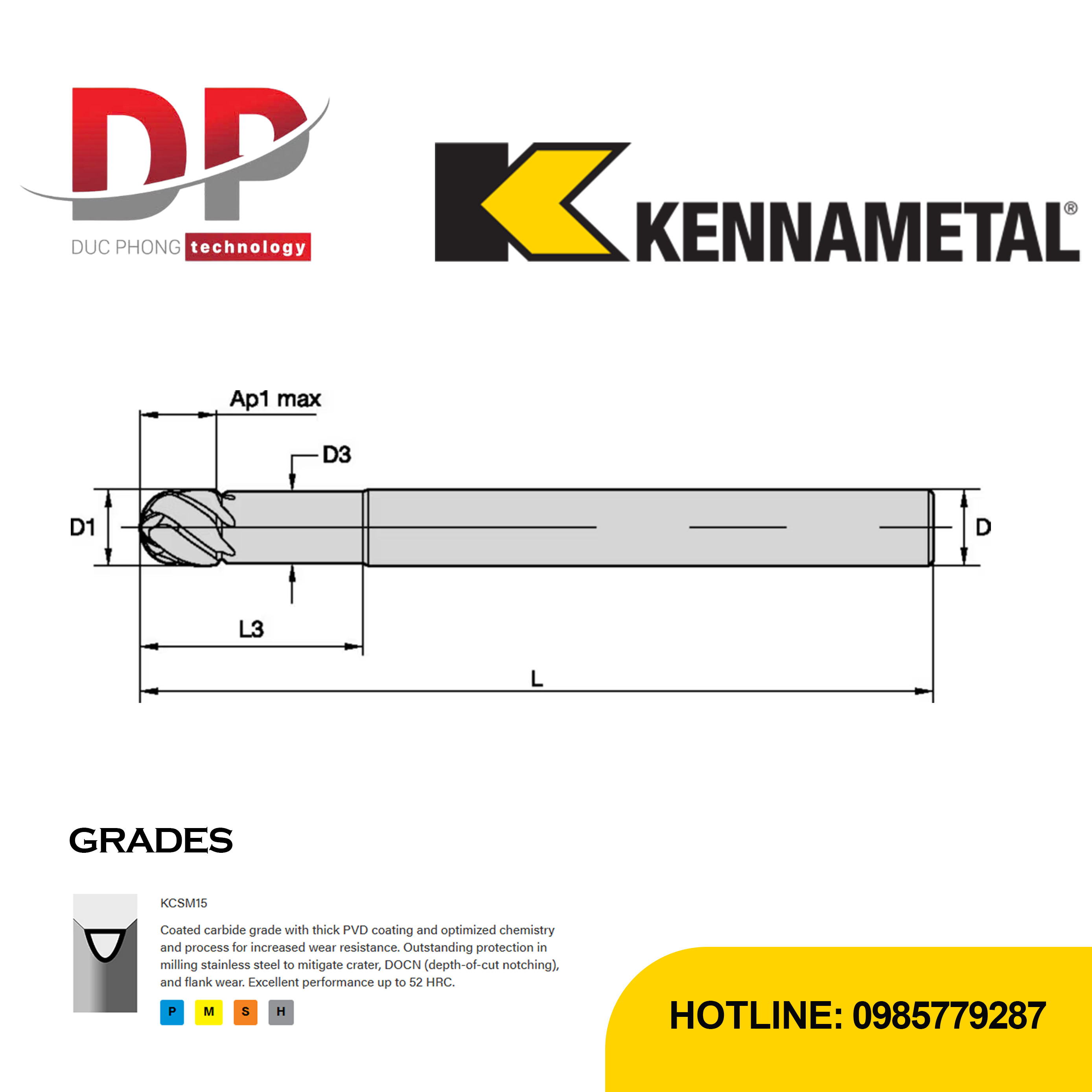
Về cấu tạo, dao phay cầu gồm các bộ phận chính sau:
Thân dao:
Là phần được kẹp chặt vào trục chính của máy phay thông qua collet, đầu kẹp hoặc chuôi côn tiêu chuẩn. Thân dao thường có dạng trụ tròn với kích thước chuẩn (chuôi 4mm, 6mm, 8mm, 10mm, 12mm…) nhằm đảm bảo độ đồng tâm và độ ổn định khi quay ở tốc độ cao.
Đầu dao:
Có dạng cầu hoặc bán cầu – đây là đặc trưng quan trọng nhất của dao phay cầu. Phần đầu này cho phép gia công bề mặt cong, rãnh lượn và biên dạng 3D phức tạp với độ chuyển tiếp mượt mà, hạn chế tạo vết bậc khi phay tinh.
Lưỡi cắt:
Phân bố dọc theo bề mặt đầu cầu và kéo dài xuống thân dao. Số me cắt có thể là 2 me, 3 me, 4 me hoặc nhiều hơn tùy mục đích sử dụng (phay thô hay phay tinh). Lưỡi cắt được mài sắc với góc cắt tối ưu để đảm bảo khả năng thoát phoi và chất lượng bề mặt gia công.
Rãnh thoát phoi:
Nằm giữa các lưỡi cắt, có nhiệm vụ dẫn phoi ra khỏi vùng cắt. Thiết kế rãnh hợp lý giúp giảm ma sát, hạn chế sinh nhiệt và tránh kẹt phoi – từ đó nâng cao tuổi thọ dao và độ ổn định trong quá trình gia công.
Nhờ cấu tạo tối ưu này, dao phay cầu trở thành lựa chọn quan trọng trong gia công khuôn mẫu, bề mặt 3D và các chi tiết cơ khí có hình dạng cong phức tạp đòi hỏi độ chính xác cao.
3. Các loại dao phay cầu
Trong lĩnh vực gia công CNC, dao phay cầu (ball nose end mill) được phân loại dựa trên cấu trúc, vật liệu chế tạo và phương pháp lắp ghép. Việc hiểu rõ từng dòng dao sẽ giúp doanh nghiệp lựa chọn đúng công cụ cắt, tối ưu tuổi thọ dao và nâng cao chất lượng bề mặt gia công.
Dao phay cầu liền khối (Solid Ball Nose End Mill)
Khi đường kính dao nhỏ (thông thường D < 10mm), phần lớn dao phay cầu được thiết kế dạng liền khối nhằm đảm bảo độ cứng vững và độ chính xác khi gia công khuôn mẫu, chi tiết 3D và bề mặt cong phức tạp.
Ở dạng này:
- Phần đầu cầu có kết cấu tiêu chuẩn hóa để đảm bảo độ chính xác bán kính R.
- Phần thân dao được thiết kế linh hoạt theo mục đích sử dụng như chiều dài làm việc, chiều dài tổng, hoặc tăng độ cứng vững khi gia công sâu.

Dao phay cầu liền khối được chia thành hai nhóm chính:
Dao phay cầu liền khối không phủ
Loại dao này thường được chế tạo từ:
- Thép gió (HSS)
- Thép gió chịu nhiệt
- Hợp kim cứng (Carbide)
Ứng dụng phù hợp để gia công vật liệu có độ cứng thấp đến trung bình như:
- Nhôm và hợp kim nhôm
- Đồng
- Thép chưa tôi
- Nhựa kỹ thuật
- Gỗ công nghiệp
Ưu điểm:
- Chi phí đầu tư thấp
- Dễ mài lại
- Phù hợp gia công tốc độ vừa phải
Hạn chế:
- Tuổi bền dao không cao khi gia công vật liệu cứng
- Khả năng chịu nhiệt và chống mài mòn hạn chế
- Năng suất gia công không tối ưu trong sản xuất hàng loạt
Dao phay cầu liền khối có phủ
Để nâng cao hiệu suất cắt gọt, nhiều nhà sản xuất phủ thêm các lớp như:
- TiN
- TiAlN
- AlTiN
- DLC
- CBN
Các lớp phủ này giúp cải thiện đáng kể hiệu năng dao phay cầu trong gia công thép tôi, thép hợp kim, inox và vật liệu có độ cứng cao. So với dao không phủ, dao phay cầu có phủ mang lại:
- Tuổi thọ cao hơn từ 1.5 – 3 lần (tùy vật liệu và chế độ cắt)
- Tăng khả năng chịu nhiệt khi gia công tốc độ cao
- Giảm ma sát và cải thiện thoát phoi
- Hạn chế mẻ lưỡi và nứt vỡ đầu cầu
- Nâng cao độ bóng bề mặt và độ chính xác hình học
Đây là lựa chọn phổ biến trong gia công khuôn mẫu, gia công 3D finishing và phay tinh bề mặt cong.
Dao phay cầu có lưỡi cắt trên cả phần trụ và phần cầu
Đặc điểm nổi bật của dòng dao này là lưỡi cắt được thiết kế chạy liên tục từ phần trụ xuống phần đầu cầu. Nhờ đó, cả hai khu vực đều có thể tham gia cắt đồng thời tùy chiến lược gia công.
Dạng này thường có hai cấu trúc chính:
Kiểu 1: Đường kính phần cắt bằng đường kính chuôi
- Phù hợp gia công mặt cong lồi và hốc sâu
- Không cản trở khi tiến dao sâu vào chi tiết
- Tuy nhiên, nếu chiều dài nhô dao lớn và đường kính nhỏ, độ cứng vững sẽ giảm và dễ phát sinh rung động
Kiểu 2: Đường kính phần cắt nhỏ hơn phần chuôi
- Phù hợp gia công rãnh hẹp, rãnh sâu
- Tăng độ cứng vững cho dao đường kính nhỏ
- Bị giới hạn độ sâu khi gia công hốc theo chiều dài phần trụ có lưỡi cắt
Việc lựa chọn cấu trúc phù hợp sẽ ảnh hưởng trực tiếp đến độ ổn định, độ chính xác và tuổi thọ dao trong quá trình gia công CNC.
Dao phay cầu chỉ có lưỡi cắt trên phần cầu
Trong gia công bề mặt 3D phức tạp, thực tế chỉ phần đầu cầu tiếp xúc và tham gia cắt. Vì vậy, nhiều nhà sản xuất đã phát triển dòng dao phay cầu chuyên dụng chỉ có lưỡi cắt trên phần cầu.
Ưu điểm:
- Tối ưu cho gia công tinh bề mặt cong
- Giảm rung động khi phay finishing
- Tăng độ bóng bề mặt
- Cải thiện độ chính xác hình học
Phần thân dao vẫn có thể thiết kế theo hai kiểu: chuôi bằng đường kính cắt hoặc chuôi lớn hơn để tăng độ cứng vững.
Dao phay cầu ghép mảnh (Indexable Ball Nose Cutter)

Trong sản xuất công nghiệp, hiện tượng phổ biến nhất là mòn lưỡi cắt sau thời gian gia công. Để tối ưu chi phí và nâng cao hiệu quả vận hành, dao phay cầu ghép mảnh được phát triển.
Cấu tạo gồm:
- Thân dao cố định
- Mảnh dao cầu có thể thay thế
Ưu điểm:
- Tiết kiệm chi phí dài hạn do chỉ thay mảnh cắt
- Phù hợp gia công sản lượng lớn
- Dễ bảo trì và thay thế
- Hiệu suất ổn định trong gia công thép và gang
Hạn chế:
- Không phù hợp với dao đường kính nhỏ
- Yêu cầu hệ thống gá dao và cân bằng tốt
Mảnh dao thường được chế tạo từ carbide chất lượng cao và phủ TiN, TiAlN hoặc các lớp phủ chống mài mòn để tăng tuổi bền. Thân dao có thể được xử lý thấm Nitơ hoặc phủ cứng để nâng cao độ bền kết cấu.
Dao phay cầu ghép mảnh gồm:
- Loại ghép một mảnh cắt (thường chỉ có lưỡi cắt ở phần cầu)
- Loại ghép nhiều mảnh cắt (có thể xoay nhiều cạnh cắt để sử dụng lại, tối ưu chi phí)
4. Nguyên lý cắt và các yếu tố ảnh hưởng khi gia công bằng dao phay cầu
Quá trình gia công bằng dao phay cầu (ball nose end mill) có tính chất phức tạp hơn so với dao phay ngón thông thường do lưỡi cắt được bố trí trên bề mặt hình cầu. Điều này đòi hỏi sự kiểm soát chính xác vị trí tương quan giữa dụng cụ cắt và phôi trong suốt quá trình gia công, đặc biệt khi vận hành trên máy phay CNC 3 trục.
Trong gia công CNC 3 trục, yếu tố quan trọng nhất là duy trì chính xác vị trí giữa trục dao và bề mặt gia công nhằm đảm bảo:
- Chất lượng bề mặt đạt yêu cầu (surface finish)
- Hạn chế rung động và sai lệch hình học
- Tăng tuổi thọ dao phay
- Ổn định lực cắt trong suốt chu trình gia công
Đường kính hiệu quả trong gia công dao phay cầu
Khác với dao phay ngón, khi sử dụng dao phay cầu, phần đường kính lớn nhất của dao thường không tham gia trực tiếp vào quá trình cắt. Thay vào đó, chỉ một đoạn ngắn lưỡi cắt gần mũi dao (tip) thực sự tiếp xúc với vật liệu.
Tại vị trí tiếp xúc này, đường kính thực tế tham gia cắt được gọi là đường kính hiệu quả (Effective Cutting Diameter). Đường kính hiệu quả đóng vai trò quan trọng vì:
- Là cơ sở để tính toán tốc độ cắt (Cutting Speed – Vc)
- Ảnh hưởng trực tiếp đến số vòng quay trục chính (RPM)
- Quyết định điều kiện cắt tại chiều sâu gia công thực tế
Nếu không tính toán theo đường kính hiệu quả mà dùng đường kính danh nghĩa của dao, tốc độ cắt có thể bị sai lệch lớn, dẫn đến mòn dao nhanh hoặc chất lượng bề mặt không đạt yêu cầu.
Vấn đề tốc độ cắt tại đỉnh dao
Trong gia công cắt gọt, tốc độ tuyến tính tại đỉnh dụng cụ (tool center) luôn bằng 0 do bán kính quay bằng 0. Điều này khiến vùng mũi dao:
- Không đạt tốc độ cắt tối ưu
- Dễ xảy ra hiện tượng ma sát thay vì cắt gọt
- Mòn nhanh hơn so với các vùng khác
Đây là lý do tại sao khi gia công tinh bề mặt cong bằng dao phay cầu, đỉnh dao thường là vị trí hỏng trước tiên nếu chế độ cắt không được tối ưu. Để duy trì tốc độ cắt ổn định và giảm mòn dao, cần:
- Điều chỉnh số vòng quay trục chính theo vị trí tiếp xúc
- Áp dụng chiến lược gia công nghiêng dao (tilt tool) nếu sử dụng máy 4–5 trục
- Tối ưu bước tiến dao và chiều sâu cắt
Ảnh hưởng đến độ nhám bề mặt
Một trong những hạn chế phổ biến khi gia công bằng dao phay cầu là độ nhám bề mặt (Surface Roughness).
Độ nhám phụ thuộc vào:
- Bán kính đầu dao
- Bước dịch chuyển ngang (Step-over)
- Chiều cao sóng dư (Scallop Height)
- Tốc độ tiến dao
- Độ ổn định của hệ thống máy
Do cấu trúc đầu dao hình cầu, sau mỗi lần chuyển dao sẽ để lại một phần kim loại dư có dạng sóng. Nếu bước tiến ngang quá lớn, các vết sóng này sẽ rõ rệt và làm giảm chất lượng bề mặt.
Để cải thiện độ bóng bề mặt khi phay cầu, nên:
- Sử dụng dao có bán kính lớn nhất có thể trong điều kiện cho phép
- Giảm lượng dịch chuyển ngang (step-over)
- Tối ưu tốc độ cắt và tốc độ tiến dao
- Đảm bảo hệ thống gá dao có độ cứng vững cao
Ví dụ: Khi giảm step-over từ 0.3mm xuống 0.1mm, chiều cao sóng dư có thể giảm đáng kể, giúp cải thiện đáng kể độ nhám bề mặt mà không cần đánh bóng lại.
5. Ưu điểm nổi bật của dao phay cầu trong gia công CNC
Cơ chế cắt đặc biệt – Gia công hiệu quả các chi tiết phức tạp
Dao phay cầu (Ball Nose End Mill) sở hữu lưỡi cắt dạng bán cầu, cho phép tiếp xúc linh hoạt với bề mặt cong, bề mặt 3D và các biên dạng phức tạp. Nhờ thiết kế này, dao có thể gia công hiệu quả:
- Bề mặt khuôn mẫu (mold & die machining)
- Bề mặt cong chuyển tiếp (freeform surface)
- Hốc sâu, rãnh cong
- Chi tiết có biên dạng 3D phức tạp
Khác với dao phay ngón thông thường, dao phay cầu cho phép cắt theo nhiều phương tiếp xúc khác nhau, giúp giảm hiện tượng va chạm góc nhọn và hạn chế sứt mẻ cạnh chi tiết.
Đây là lý do dao phay cầu được ứng dụng phổ biến trong ngành gia công khuôn nhựa, khuôn dập, gia công điện cực graphite và chế tạo chi tiết cơ khí chính xác.
Năng suất cao và đảm bảo chất lượng bề mặt
Nhờ cấu tạo đầu dao dạng cầu, dao phay cầu cho phép:
- Gia công tinh bề mặt với độ bóng cao
- Giảm số lần thay dao khi gia công thô – bán tinh – tinh
- Ổn định lực cắt trong quá trình chạy CNC
Khi kết hợp với chiến lược gia công phù hợp (toolpath 3D, constant scallop, high-speed machining), dao phay cầu giúp:
- Giảm thời gian gia công
- Hạn chế rung động
- Kiểm soát tốt độ nhám bề mặt (Surface Roughness – Ra)
Đặc biệt trong gia công CNC tốc độ cao (HSM), việc tối ưu đường kính hiệu quả và bước tiến dao giúp nâng cao đáng kể hiệu suất mà vẫn đảm bảo dung sai và độ chính xác hình học.
Tuổi thọ dụng cụ cao
Dao phay cầu hiện nay thường được chế tạo từ:
- Hợp kim cứng (Carbide) nguyên khối
- Thép gió HSS chất lượng cao
- Vật liệu phủ CBN, TiAlN, TiSiN, DLC…
Những lớp phủ này giúp:
- Tăng khả năng chịu nhiệt
- Giảm ma sát
- Hạn chế mòn và nứt vỡ lưỡi cắt
- Kéo dài tuổi thọ dao trong điều kiện gia công khắc nghiệt
Khi lựa chọn đúng vật liệu dao và lớp phủ phù hợp với vật liệu gia công (thép tôi, inox, nhôm, gang…), tuổi thọ dao có thể tăng lên đáng kể, từ đó giảm chi phí thay thế và tối ưu chi phí sản xuất.
Đa dạng chủng loại – Linh hoạt theo nhu cầu sản xuất
Dao phay cầu được sản xuất với nhiều chủng loại khác nhau nhằm đáp ứng đa dạng yêu cầu gia công:
- Dao phay cầu liền khối (solid carbide)
- Dao phay cầu ghép mảnh (indexable ball nose)
- Dao có lưỡi cắt trên phần trụ và phần cầu
- Dao chỉ cắt tại phần cầu chuyên gia công tinh
- Nhiều đường kính từ nhỏ (D < 1mm) đến cỡ lớn
- Nhiều loại lớp phủ chuyên biệt theo vật liệu
Sự đa dạng này giúp người dùng dễ dàng lựa chọn dao phù hợp với:
- Gia công thô, bán tinh hoặc tinh
- Gia công tốc độ cao
- Gia công khuôn mẫu chính xác
- Gia công vật liệu mềm hoặc vật liệu cứng
6. Địa chỉ mua dao phay cầu chất lượng cao - Chính hãng - Giá tốt
Thiết Bị Cơ Khí Đức Phong tự hào là đơn vị chuyên phân phối dao phay cầu CNC và các dụng cụ cắt gọt kim loại chất lượng cao, đáp ứng nhu cầu gia công khuôn mẫu, gia công 3D và các chi tiết bề mặt cong phức tạp. Với kinh nghiệm thực tế trong ngành cơ khí, chúng tôi hiểu rõ yêu cầu về độ chính xác, độ bền dụng cụ và hiệu suất cắt gọt trong từng ứng dụng.
Chúng tôi cung cấp đa dạng các dòng dao phay cầu hợp kim, dao phay cầu phủ PVD, dao phay cầu gia công thép cứng… đến từ các thương hiệu uy tín, đảm bảo tiêu chuẩn kỹ thuật và độ ổn định cao trong quá trình gia công. Sản phẩm luôn được kiểm soát nguồn gốc rõ ràng, giúp doanh nghiệp tối ưu chi phí và nâng cao năng suất sản xuất.
Đội ngũ kỹ thuật của Thiết Bị Cơ Khí Đức Phong luôn sẵn sàng tư vấn lựa chọn dao phay cầu phù hợp với vật liệu gia công, chế độ cắt và yêu cầu độ nhám bề mặt, giúp khách hàng đạt hiệu quả tối ưu và kéo dài tuổi thọ dụng cụ.
Thông Tin Liên Hệ Đặt Hàng
THIẾT BỊ CƠ KHÍ ĐỨC PHONG
Hà Nội: Tầng 7, Căn số 32V5A, KĐT Văn Phú, phường Phú La, quận Hà Đông, TP. Hà Nội
Hotline: 0985779287 (Zalo)
Website: ducphongstore.vn
Mail: Info@ducphong.vn
Hỗ trợ 24/7
Chi nhánh Hồ Chí Minh: 228/55, Thống Nhất, P. 10, Q. Gò Vấp, TP. HCM.
TIN TỨC MỚI







