
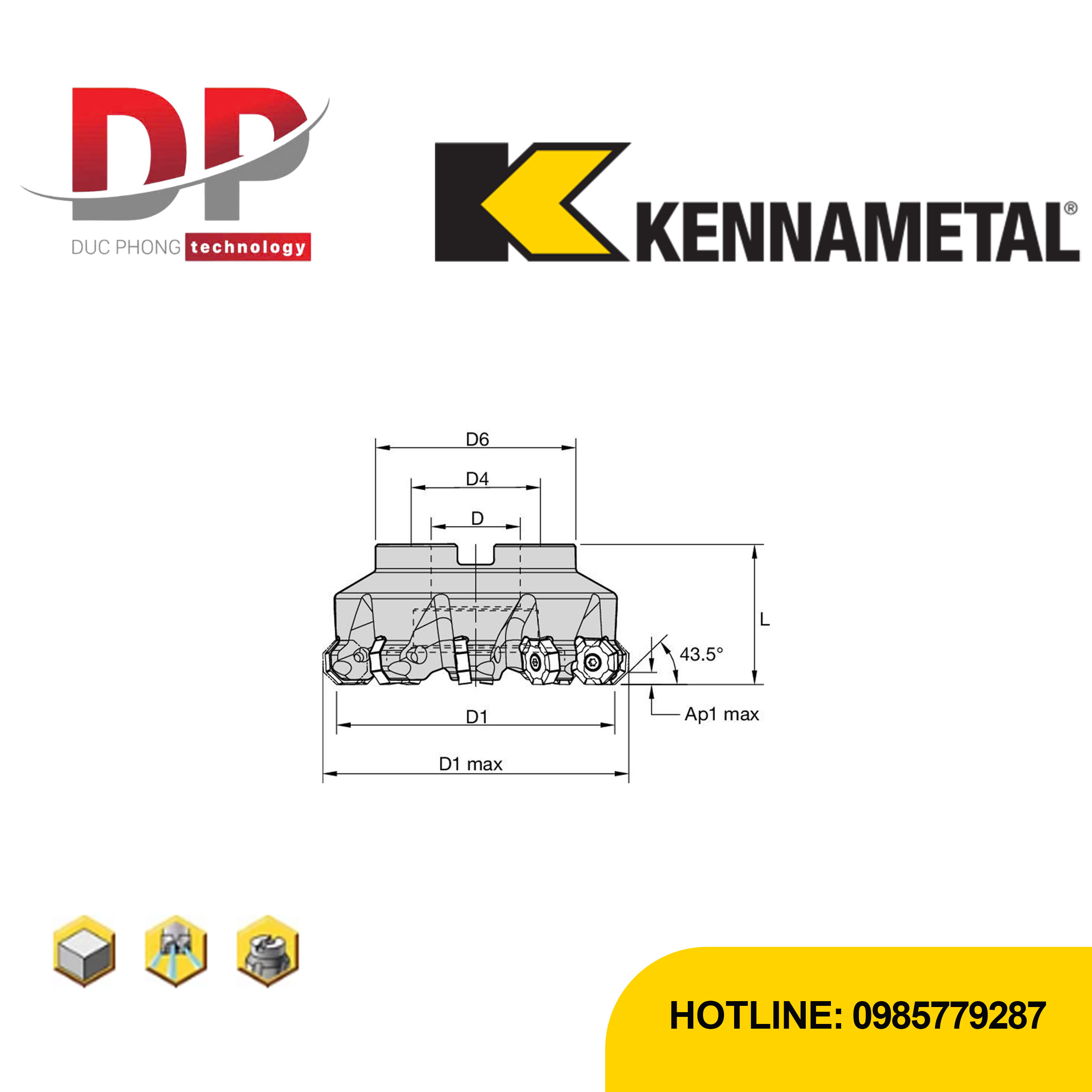
Dao phay mặt Kennametal Mill 16™ - bước ren mịn - hệ mét
Trụ sở chính Hà Nội:
- Hà Nội
- Hotline: 0985779287
- Email: info@ducphong.vn
-
Địa chỉ: Tầng 7, Căn số 32V5A, KĐT Văn Phú, phường Phú La, quận Hà Đông, TP. Hà Nội
Thời gian làm việc: Từ 8h - 17h từ Thứ 2 đến Thứ 6. Sáng thứ 7 từ 8h-12h, nghỉ Chủ Nhật
Chi nhánh TP.HCM:
- Thành phố Hồ Chí Minh
- Hotline: 0985779287
- Email: info@ducphong.vn
-
Địa chỉ: 228/55, Thống Nhất, P. 10, Q. Gò Vấp, TP. HCM
Thời gian làm việc: Từ 8h - 17h từ Thứ 2 đến Thứ 6. Sáng thứ 7 từ 8h-12h, nghỉ Chủ Nhật
| Hình | Mã hàng | Mô tả | Giá bán (vnđ) | Số lượng |
|---|---|---|---|---|
 | MILL16D063Z05ON08SC | 6159026 | Liên hệ | |
| | MILL16D080Z07ON08SC | 6159028 | Liên hệ | |
| | MILL16D100Z08ON08SC | 6159030 | Liên hệ | |
| | MILL16D125Z10ON08SC | 6159062 | Liên hệ | |
| | MILL16D160Z12ON08SC | 6159064 | Liên hệ | |
| | MILL16D200Z14ON08SC | 6159066 | Liên hệ | |
| | MILL16D250Z16ON08SC | 6159068 | Liên hệ | |
ĐẶC ĐIỂM NỔI BẬT
Đặc điểm sản phẩm:
-
Ứng dụng: Dành cho gia công gang xám và gang đồ thị nén (CGI).
-
Ứng dụng thực tế: Lý tưởng cho việc phay thô đầu và thân động cơ, vỏ hộp số, vỏ động cơ, v.v.
-
Thiết kế: Sử dụng chốt vít để cố định dao cắt, giúp giảm độ rung và tăng độ ổn định trong quá trình gia công.
-
Hệ thống gá: Hệ thống gá vít với bước ren mịn, phù hợp với các máy gia công có độ chính xác cao.
-
Đặc điểm nổi bật: Thiết kế tối ưu cho hiệu suất gia công cao, độ bền lâu dài và khả năng chống mài mòn tốt.
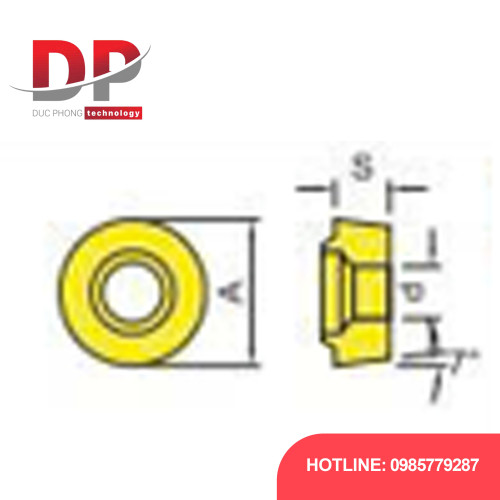
Insert Selection
Insert Selection Guide
| Material Group | Light Machining | General Purpose | Heavy Machining | |||
| – | (Light geometry) | (Strong geometry) | ||||
| – | wear resistance |  | toughness | |||
| – | Geometry | Grade | Geometry | Grade | Geometry | Grade |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | – | – | – | – | – | – |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | .E..LE | KC514M | .S..GP | KC514M | .S..HB | KC514M |
| K3 | .E..LE | KCK20 | .S..GP | KCK20 | .S..HB | KCK15 |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
Feeds
Recommended Starting Feeds [mm]
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40 100% | ||||||||||||
| .E..LE | 0,23 | 0,66 | 1,16 | 0,17 | 0,47 | 0,83 | 0,13 | 0,35 | 0,62 | 0,11 | 0,31 | 0,54 | 0,10 | 0,28 | 0,49 | .E..LE |
| .S..GP | 0,33 | 0,74 | 1,26 | 0,24 | 0,53 | 0,90 | 0,18 | 0,40 | 0,67 | 0,16 | 0,35 | 0,59 | 0,14 | 0,32 | 0,54 | .S..GP |
| .S..HB | 0,33 | 0,84 | 1,35 | 0,24 | 0,60 | 0,97 | 0,18 | 0,45 | 0,72 | 0,16 | 0,39 | 0,63 | 0,14 | 0,36 | 0,57 | .S..HB |
| Light Machining | General Purpose | Heavy Machining |
Recommended Starting Feeds [IPT]
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40 100% | ||||||||||||
| .E..LE | .009 | .026 | .046 | .007 | .019 | .033 | .005 | .014 | .025 | .004 | .012 | .022 | .004 | .011 | .020 | .E..LE |
| .S..GP | .013 | .029 | .049 | .009 | .021 | .035 | .007 | .016 | .026 | .006 | .014 | .023 | .006 | .012 | .021 | .S..GP |
| .S..HB | .013 | .033 | .053 | .009 | .024 | .038 | .007 | .018 | .028 | .006 | .015 | .025 | .006 | .014 | .023 | .S..HB |
Speeds
| Material Group | KC514M | KCK15 | KCK20 | KCPK30 | |||||||||
| P | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 5 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 6 | – | – | – | – | – | – | – | – | – | – | – | – | |
| M | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| K | 1 | 290 | 190 | 135 | 330 | 220 | 150 | 330 | 220 | 150 | 295 | 265 | 240 |
| 2 | 225 | 160 | 115 | 250 | 180 | 125 | 250 | 180 | 125 | 235 | 210 | 190 | |
| 3 | 190 | 135 | 110 | 220 | 150 | 120 | 220 | 150 | 120 | 195 | 175 | 160 | |
| S | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | |
Recommended Starting Speeds [SFM]
| Material Group | KC514M | KCK15 | KCK20 | KCPK30 | |||||||||
| P | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 5 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 6 | – | – | – | – | – | – | – | – | – | – | – | – | |
| M | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| K | 1 | 955 | 625 | 495 | 1085 | 725 | 495 | 1085 | 725 | 495 | 970 | 870 | 785 |
| 2 | 745 | 525 | 410 | 820 | 595 | 410 | 820 | 595 | 410 | 770 | 690 | 625 | |
| 3 | 625 | 445 | 395 | 725 | 495 | 395 | 725 | 495 | 395 | 640 | 575 | 525 | |
| S | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | |
THIẾT BỊ CƠ KHÍ ĐỨC PHONG
Hà Nội: Tầng 7, Căn số 32V5A, KĐT Văn Phú, phường Phú La, quận Hà Đông, TP. Hà Nội
Hotline: 0985779287 (Zalo)
website: https://ducphongstore.vn/
Mail: Info@ducphong.vn
Hỗ trợ 24/7
Chi nhánh Hồ Chí Minh: 228/55, Thống Nhất, P. 10, Q. Gò Vấp, TP. HCM
SẢN PHẨM LIÊN QUAN


Đánh giá Dao phay mặt Kennametal Mill 16™ - bước ren mịn - hệ mét
Bạn chưa đánh giá sao cho sản phẩm này
Đánh giá ngay