
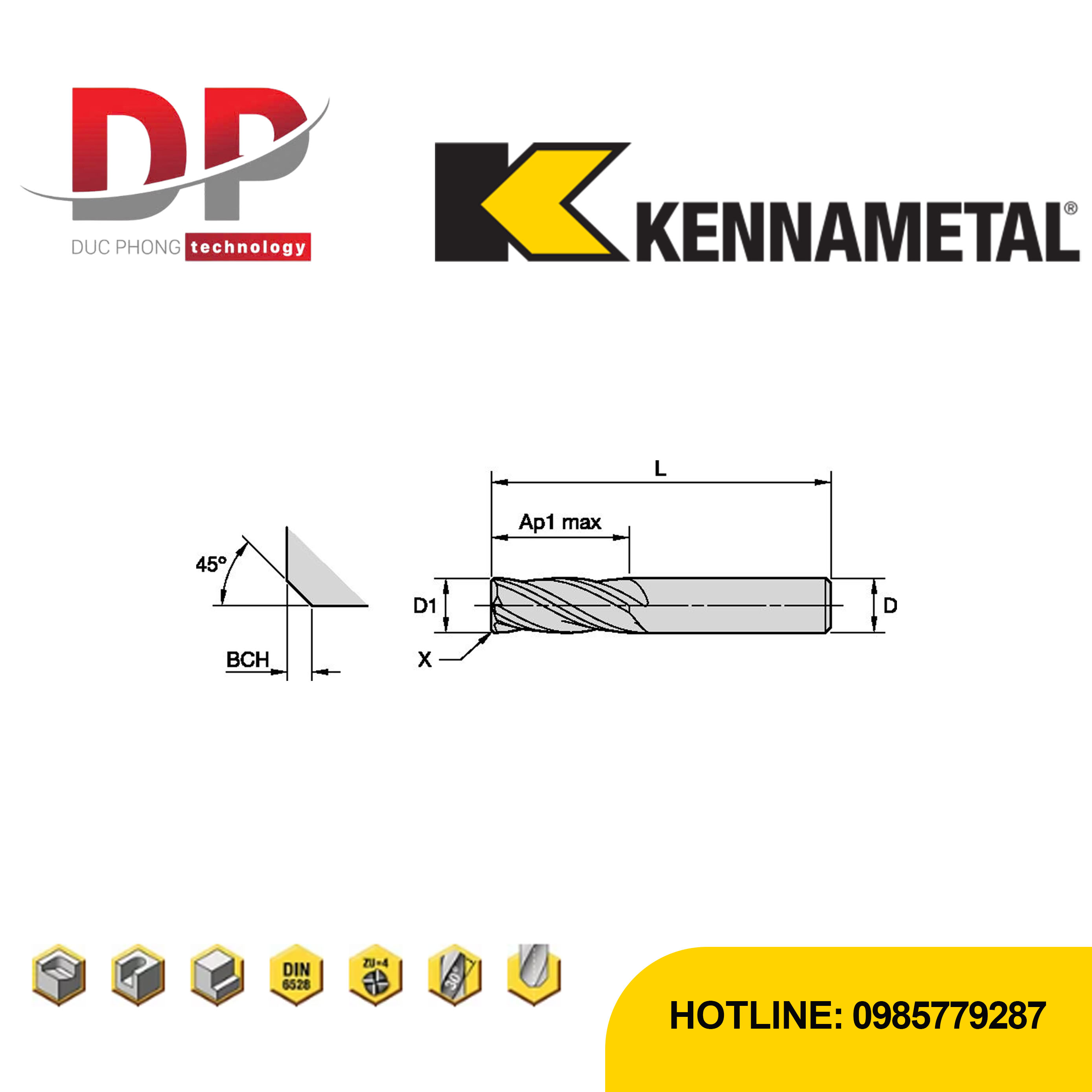
Dao phay ngón Kennametal GOmill-GP - 4 me - Hệ mét
Trụ sở chính Hà Nội:
- Hà Nội
- Hotline: 0985779287
- Email: info@ducphong.vn
-
Địa chỉ: Tầng 7, Căn số 32V5A, KĐT Văn Phú, phường Phú La, quận Hà Đông, TP. Hà Nội
Thời gian làm việc: Từ 8h - 17h từ Thứ 2 đến Thứ 6. Sáng thứ 7 từ 8h-12h, nghỉ Chủ Nhật
Chi nhánh TP.HCM:
- Thành phố Hồ Chí Minh
- Hotline: 0985779287
- Email: info@ducphong.vn
-
Địa chỉ: 228/55, Thống Nhất, P. 10, Q. Gò Vấp, TP. HCM
Thời gian làm việc: Từ 8h - 17h từ Thứ 2 đến Thứ 6. Sáng thứ 7 từ 8h-12h, nghỉ Chủ Nhật
| Hình | Mã hàng | Mô tả | Giá bán (vnđ) | Số lượng |
|---|---|---|---|---|
 | 4CH0400DD011A | 5824198 | Liên hệ | |
| | 4CH0500DD013A | 5824199 | Liên hệ | |
| | 4CH0600DD013A | 5824200 | Liên hệ | |
| | 4CH0800DD019A | 5824201 | Liên hệ | |
| | 4CH1000DD022A | 5824202 | Liên hệ | |
| | 4CH1200DD026A | 5824203 | Liên hệ | |
| | 4CH1400DD026A | 5824204 | Liên hệ | |
| | 4CH1600DD032A | 5824205 | Liên hệ | |
| | 4CH1800DD032A | 5824206 | Liên hệ | |
| | 4CH2000DD038A | 5824207 | Liên hệ | |
ĐẶC ĐIỂM NỔI BẬT
Đặc điểm nổi bật:
-
Dao phay ngón carbide, dòng GOmill™ GP của Kennametal.
-
Thiết kế 4 me cắt, góc xoắn 30°, cho khả năng cắt ổn định và linh hoạt.
-
Mép vát giúp tăng độ bền cạnh, giảm sứt mẻ khi gia công.
-
Lớp phủ PVD KC633M đa lớp, nâng cao khả năng chống mài mòn và kéo dài tuổi thọ dao.
-
Ứng dụng đa dạng: phay cạnh, phay rãnh cắt, phay vai, gia công thép, inox, gang và hợp kim chịu nhiệt.
Tolerance
| End Mill Tolerances | |||
| D1 | tolerance e8 | D | tolerance h6 + / - |
| ≤ 3 | -0,014 / -0,028 | ≤ 3 | +0 / -0,006 |
| 3–6 | -0,020 / -0,038 | 3–6 | +0 / -0,008 |
| 6–10 | -0,025 / -0,047 | 6–10 | +0 / -0,009 |
| 10–18 | -0,032 / -0,059 | 10–18 | +0 / -0,011 |
| 18–30 | -0,040 / -0,073 | 18–30 | +0 / -0,013 |
Application Data
 |  |  | ||||||||||||||||||
| Side Milling (A) and phay rãnh (B) | KC633M | Recommended feed per tooth (fz = mm/th) for side milling (A). For phay rãnh (B), reduce fz by 20%. | ||||||||||||||||||
| A | B | Cutting Speed vc m/min | D1 Diameter | |||||||||||||||||
| Material Group | ap | ae | ap | Min | Max | mm | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | Ap1 max | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | Ap1 max | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | Ap1 max | 0,1 x D | 0,5 x D | 140 | – | 190 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | Ap1 max | 0,1 x D | 0,5 x D | 120 | – | 160 | fz | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | Ap1 max | 0,1 x D | 0,5 x D | 90 | – | 150 | fz | 0,010 | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | |
| M | 1 | Ap1 max | 0,1 x D | 0,5 x D | 90 | – | 115 | fz | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | Ap1 max | 0,1 x D | 0,5 x D | 60 | – | 80 | fz | 0,009 | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| K | 1 | Ap1 max | 0,1 x D | 0,5 x D | 120 | – | 150 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 2 | Ap1 max | 0,1 x D | 0,5 x D | 110 | – | 140 | fz | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| N | 1 | Ap1 max | 0,1 x D | 0,5 x D | 250 | 1000 | fz | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,080 | 0,100 | 0,120 | 0,140 | 0,160 | 0,180 | 0,200 | |
| 2 | Ap1 max | 0,1 x D | 0,5 x D | 250 | – | 750 | fz | 0,016 | 0,024 | 0,032 | 0,040 | 0,048 | 0,064 | 0,080 | 0,096 | 0,112 | 0,128 | 0,144 | 0,160 | |
| 4 | Ap1 max | 0,1 x D | 0,5 x D | 250 | 750 | fz | 0,018 | 0,027 | 0,036 | 0,045 | 0,054 | 0,072 | 0,090 | 0,108 | 0,126 | 0,144 | 0,162 | 0,180 | ||
|  | |||||||||||||||||
| Side Milling (A) | KC633M | Recommended feed per tooth (fz = mm/th) for side milling (A). | ||||||||||||||||
| A | Cutting Speed vc m/min | D1 Diameter | ||||||||||||||||
| Material Group | ap | ae | Min | Max | mm | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | Ap1 max | 0,1 x D | 150 | – | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | Ap1 max | 0,1 x D | 150 | – | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | Ap1 max | 0,1 x D | 140 | – | 190 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | Ap1 max | 0,1 x D | 120 | – | 160 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | Ap1 max | 0,1 x D | 90 | – | 150 | fz | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | |
| M | 1 | Ap1 max | 0,1 x D | 90 | – | 115 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | Ap1 max | 0,1 x D | 60 | – | 80 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| K | 1 | Ap1 max | 0,1 x D | 120 | – | 150 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 2 | Ap1 max | 0,1 x D | 110 | – | 140 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| N | 1 | Ap1 max | 0,1 x D | 250 | – | 1000 | fz | 0,030 | 0,040 | 0,050 | 0,060 | 0,080 | 0,100 | 0,120 | 0,140 | 0,160 | 0,180 | 0,200 |
| 2 | Ap1 max | 0,1 x D | 250 | – | 750 | fz | 0,024 | 0,032 | 0,040 | 0,048 | 0,064 | 0,080 | 0,096 | 0,112 | 0,128 | 0,144 | 0,160 | |
| 4 | Ap1 max | 0,1 x D | 250 | – | 750 | fz | 0,027 | 0,036 | 0,045 | 0,054 | 0,072 | 0,090 | 0,108 | 0,126 | 0,144 | 0,162 | 0,180 | |
 |  |  | |||||||||||||||||
| Side Milling (A) and phay rãnh (B) | KC633M | Recommended feed per tooth (fz = mm/th) for side milling (A). For phay rãnh (B), reduce fz by 20%. | |||||||||||||||||
| A | B | Cutting Speed vc m/min | D1 Diameter | ||||||||||||||||
| Material Group | ap | ae | ap | Min | Max | mm | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | Ap1 max | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | Ap1 max | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | Ap1 max | 0,1 x D | 0,5 x D | 140 | – | 190 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | Ap1 max | 0,1 x D | 0,5 x D | 120 | – | 160 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | Ap1 max | 0,1 x D | 0,5 x D | 90 | – | 150 | fz | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0 SẢN PHẨM LIÊN QUAN   Đánh giá Dao phay ngón Kennametal GOmill-GP - 4 me - Hệ mét 0/5 (0 Đánh giá) Bạn chưa đánh giá sao cho sản phẩm này Đánh giá ngayHỗ trợ thanh toán: Khách hàng lẻ Hotline 0985779287 Info@ducphong.vn Bán hàng Dự Án, Doanh nghiệp, Đại Lý Hotline 098 5779287 (Zalo) 098 5779287 (Zalo) vananh.ng@ducphong.vn Info@ducphong.vn Liên hệ hợp tác Hotline: 098 5779287 (Zalo)  | |||