
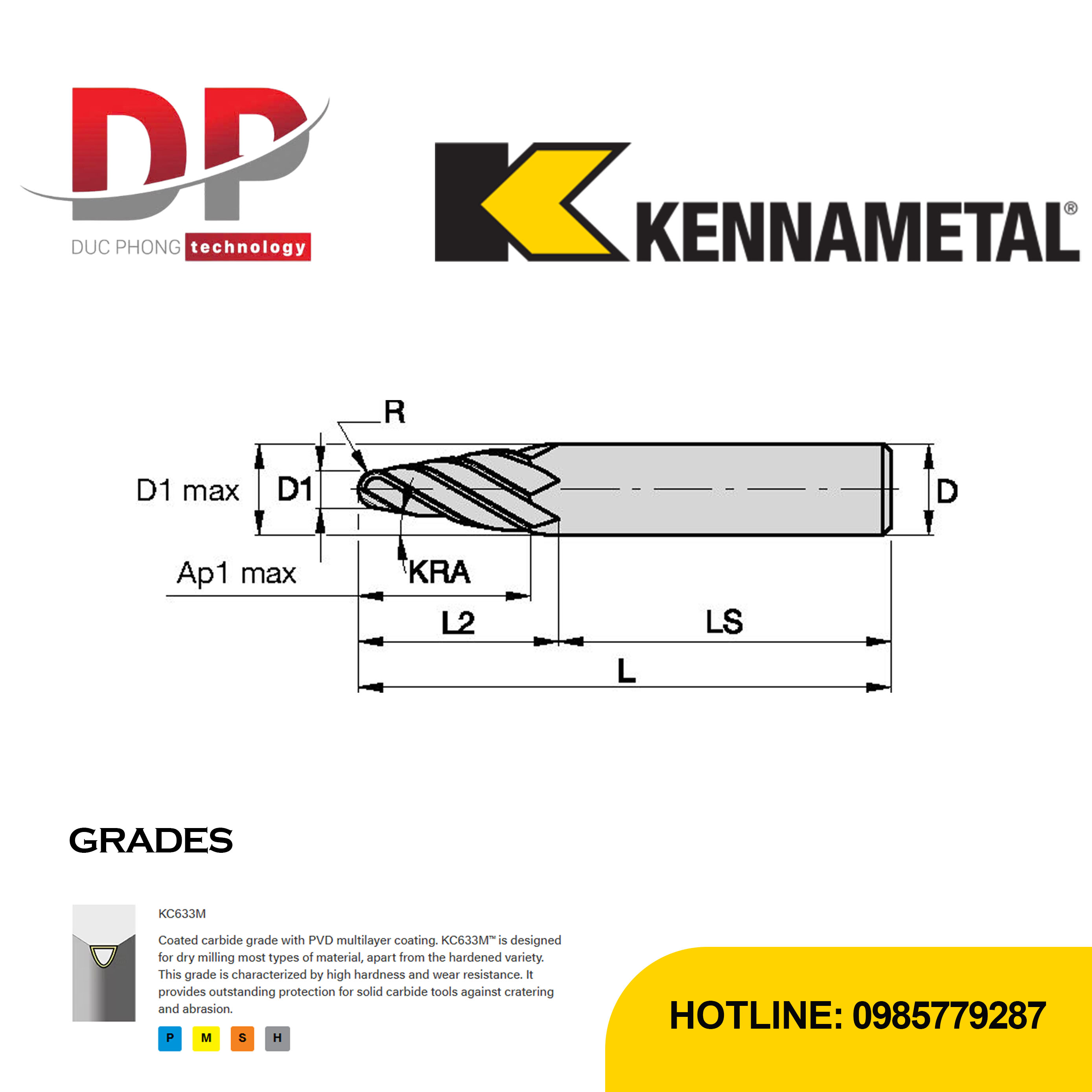
Dao phay ngón solid carbide Kennametal HARVI™ I 4 me Taper Ball Nose Plain shank hệ mét
Trụ sở chính Hà Nội:
- Hà Nội
- Hotline: 0985779287
- Email: info@ducphong.vn
-
Địa chỉ: Tầng 7, Căn số 32V5A, KĐT Văn Phú, phường Phú La, quận Hà Đông, TP. Hà Nội
Thời gian làm việc: Từ 8h - 17h từ Thứ 2 đến Thứ 6. Sáng thứ 7 từ 8h-12h, nghỉ Chủ Nhật
Chi nhánh TP.HCM:
- Thành phố Hồ Chí Minh
- Hotline: 0985779287
- Email: info@ducphong.vn
-
Địa chỉ: 228/55, Thống Nhất, P. 10, Q. Gò Vấp, TP. HCM
Thời gian làm việc: Từ 8h - 17h từ Thứ 2 đến Thứ 6. Sáng thứ 7 từ 8h-12h, nghỉ Chủ Nhật
| Hình | Mã hàng | Mô tả | Giá bán (vnđ) | Số lượng |
|---|---|---|---|---|
 | F4AW0400AWL38W040 | 2627513 | Liên hệ | |
| | F4AW0400AWL38W060 | 2627518 | Liên hệ | |
| | F4AW0500AWL38W040 | 2627514 | Liên hệ | |
| | F4AW0500AWL38W060 | 2627519 | Liên hệ | |
| | F4AW0600AWL38W040 | 2627515 | Liên hệ | |
| | F4AW0600AWL38W060 | 2627520 | Liên hệ | |
| | F4AW0800AWL38W040 | 2627516 | Liên hệ | |
| | F4AW0800AWL38W060 | 2627521 | Liên hệ | |
| | F4AW1000AWX38W040 | 2627517 | Liên hệ | |
| | F4AW1000AWX38W060 | 2627522 | Liên hệ | |
ĐẶC ĐIỂM NỔI BẬT
Đặc điểm nổi bật:
-
Đa năng: Phù hợp gia công thép, thép không gỉ và hợp kim chịu nhiệt
-
Linh hoạt trong nguyên công: HARVI™ I đáp ứng đa dạng các kỹ thuật gia công, bao gồm cả phay tốc độ cao (dynamic milling)
-
Chống rung hiệu quả: Thiết kế me cắt không đều giúp giảm va đập, gia công mượt mà hơn.
-
Hỗ trợ phay thẳng và phay nghiêng: Tích hợp centre cutting cho phép thực hiện dễ dàng các thao tác plunging và ramping.
Tolerance
| End Mill Tolerances | |||
| D1 | tolerance e8 | D | tolerance h6 + / - |
| ≤3 | -0,014/-0,028 | ≤3 | +0/-0,006 |
| 3–6 | -0,020/-0,038 | 3–6 | +0/-0,008 |
| 6–10 | -0,025/-0,047 | 6–10 | +0/-0,009 |
| 10–18 | -0,032/-0,059 | 10–18 | +0/-0,011 |
| 18–30 | -0,040/-0,073 | 18–30 | +0/-0,013 |
Application Data
 |  | |||||||||||
| Side Milling (A) | KC633M | Recommended feed per tooth (fz = mm/th) for side milling (A). | ||||||||||
| Cutting Speed vc m/min | D1 Diameter | |||||||||||
| Material Group | ap | ae | Min | Max | mm | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | ||
| P | 0 | Ap max | 0,4 x D | 150 | – | 200 | fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 |
| 1 | Ap max | 0,4 x D | 150 | – | 200 | fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | |
| 2 | Ap max | 0,4 x D | 140 | – | 190 | fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | |
| 3 | Ap max | 0,4 x D | 120 | – | 160 | fz | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | |
| 4 | Ap max | 0,4 x D | 90 | – | 150 | fz | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | |
| 5 | Ap max | 0,4 x D | 60 | – | 100 | fz | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | |
| 6 | Ap max | 0.4 x D | 50 | – | 75 | fz | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | |
| M | 1 | Ap max | 0,4 x D | 90 | – | 115 | fz | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 |
| 2 | Ap max | 0,4 x D | 60 | – | 80 | fz | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | |
| 3 | Ap max | 0,4 x D | 60 | – | 70 | fz | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | |
| S | 1 | Ap max | 0,4 x D | 50 | – | 90 | fz | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 |
| 2 | Ap max | 0,4 x D | 25 | – | 40 | fz | 0,013 | 0,016 | 0,019 | 0,026 | 0,032 | |
| 3 | Ap max | 0,4 x D | 25 | – | 40 | fz | 0,013 | 0,016 | 0,019 | 0,026 | 0,032 | |
| 4 | Ap max | 0,4 x D | 50 | – | 60 | fz | 0,016 | 0,021 | 0,026 | 0,037 | 0,045 | |
| H | 1 | Ap max | 0,4 x D | 80 | – | 140 | fz | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 |
HARVI I • F4AW...AWL38-WX38 • Unequal Flute spacing • Taper Ball Nose • Finishing
| | |||||||||||
| Side Milling (A) | KC633M | Recommended feed per tooth (fz = mm/th) for side milling (A). | ||||||||||
| A | Cutting Speed vc m/min | D1 Diameter | ||||||||||
| Material Group | ap | ae | Min | Max | mm | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | ||
| P | 0 | Ap max | 0,06 x D | 285 | – | 380 | fz | 0,034 | 0,043 | 0,053 | 0,072 | 0,086 |
| 1 | Ap max | 0,06 x D | 285 | – | 380 | fz | 0,034 | 0,043 | 0,053 | 0,072 | 0,086 | |
| 2 | Ap max | 0,06 x D | 266 | – | 361 | fz | 0,034 | 0,043 | 0,053 | 0,072 | 0,086 | |
| 3 | Ap max | 0,06 x D | 228 | – | 304 | fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,073 | |
| 4 | Ap max | 0,06 x D | 171 | – | 285 | fz | 0,026 | 0,033 | 0,039 | 0,054 | 0,065 | |
| 5 | Ap max | 0,06 x D | 114 | – | 190 | fz | 0,023 | 0,029 | 0,035 | 0,048 | 0,058 | |
| 4 | Ap max | 0,06 x D | 95 | – | 142,5 | fz | 0,019 | 0,024 | 0,030 | 0,040 | 0,048 | |
| M | 1 | Ap max | 0,06 x D | 171 | – | 218,5 | fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,073 |
| 2 | Ap max | 0,06 x D | 114 | – | 152 | fz | 0,023 | 0,029 | 0,035 | 0,048 | 0,058 | |
| 3 | Ap max | 0,06 x D | 114 | – | 133 | fz | 0,019 | 0,024 | 0,030 | 0,040 | 0,048 | |
| S | 1 | Ap max | 0,06 x D | 95 | – | 171 | fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,073 |
| 2 | Ap max | 0,06 x D | 47,5 | – | 76 | fz | 0,015 | 0,019 | 0,023 | 0,032 | 0,038 | |
| 3 | Ap max | 0,06 x D | 47,5 | – | 76 | fz | 0,015 | 0,019 | 0,023 | 0,032 | 0,038 | |
| 4 | Ap max | 0,06 x D | 95 | – | 114 | fz | 0,019 | 0,025 | 0,031 | 0,044 | 0,053 | |
| H | 1 | Ap max | 0,06 x D | 152 | – | 266 | fz | 0,026 | 0,033 | 0,039 | 0,054 | 0,06 |
THIẾT BỊ CƠ KHÍ ĐỨC PHONG
Hà Nội: Tầng 7, Căn số 32V5A, KĐT Văn Phú, phường Phú La, quận Hà Đông, TP. Hà Nội (Xem địa chỉ map)
Hotline: 0985779287 (Zalo)
website: https://ducphongstore.vn/
Mail: Info@ducphong.vn
Hỗ trợ 24/7
Chi nhánh Hồ Chí Minh: 228/55, Thống Nhất, P. 10, Q. Gò Vấp, TP. HCM
SẢN PHẨM LIÊN QUAN


Đánh giá Dao phay ngón solid carbide Kennametal HARVI™ I 4 me Taper Ball Nose Plain shank hệ mét
Bạn chưa đánh giá sao cho sản phẩm này
Đánh giá ngay