Dao tiện lỗ: Đặc điểm và cách chọn dao tiện lỗ phù hợp
13/01/2026 View: 272Dao tiện lỗ là dụng cụ cắt gọt được sử dụng khá phổ biến, chuyên sử dụng cho các gia công trên bề mặt bên trong của lỗ bằng máy tiện, bao gồm các nguyên công như tiện thô, tiện tinh, tiện rãnh và tiện ren trong. Trong bài viết này, chúng ta sẽ cùng đi tìm hiểu sâu hơn về đặc điểm, các loại dao tiện lỗ và cách chọn dao tiện lỗ phù hợp.
Phân loại và đặc điểm của từng loại dao tiện lỗ
Dựa theo cấu trúc, dao tiện lỗ có 2 loại chính là dao tiện lỗ liền cán, hay còn gọi là dao tiện định hình và dao tiện lỗ gắn mảnh (đây là loại dao tiện lỗ được sử dụng phổ biến hơn cả, bởi chúng có thể ứng dụng nhiều trường hợp gia công khác nhau).
1. Dao tiện lỗ địa hình (dao tiện liền cán)
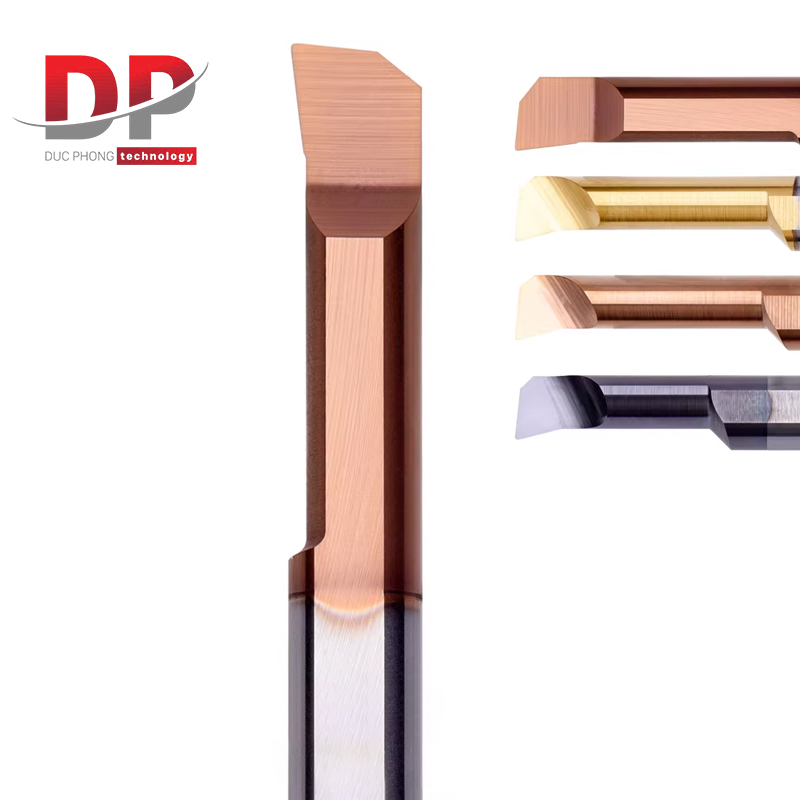
Dao tiện lỗ liền cán, còn được gọi là dao tiện định hình, là loại dao có phần cán và lưỡi cắt được chế tạo liền khối, thường làm từ thép gió HSS hoặc hợp kim cứng.
Đặc điểm nổi bật:
- Kết cấu liền khối, không có mảnh dao thay thế
- Dễ mài lại để tạo hình lưỡi cắt theo yêu cầu
- Phù hợp gia công trong không gian hẹp, lỗ nhỏ hoặc hình dạng phức tạp
- Độ linh hoạt cao trong các nguyên công đặc thù
Ưu điểm:
- Chi phí đầu tư ban đầu thấp
- Dễ tùy biến biên dạng dao theo chi tiết cần gia công
- Phù hợp với gia công đơn chiếc hoặc sửa chữa khuôn mẫu
Hạn chế:
- Tuổi thọ dao thấp hơn so với dao gắn mảnh
- Chất lượng bề mặt và độ ổn định phụ thuộc nhiều vào tay nghề mài dao
- Không phù hợp sản xuất hàng loạt hoặc tốc độ cắt cao
Ứng dụng:
- Gia công lỗ nhỏ, lỗ có biên dạng đặc biệt
- Gia công sửa chữa, chế tạo thử, sản xuất đơn chiếc
- Xưởng cơ khí truyền thống, máy tiện cơ
2. Dao tiện lỗ gắn mảnh
Dao tiện lỗ gắn mảnh là loại dao sử dụng mảnh dao carbide (insert) lắp trên thân dao. Đây là dòng dao tiện lỗ được sử dụng phổ biến nhất hiện nay nhờ tính linh hoạt và hiệu quả cao trong gia công.
Đặc điểm hình dáng, thiết kế:
- Thân dao và mảnh dao tách rời, dễ thay thế
- Sử dụng mảnh carbide phủ TiN, TiAlN, AlCrN…
- Thiết kế tiêu chuẩn, đảm bảo độ chính xác và ổn định cao
- Phù hợp gia công đa dạng vật liệu và điều kiện cắt
- Dao tiện lỗ gắn mảnh gồm 2 bộ phận chính là cán dao và mảnh dao.
- Cán dao: hình trụ tròn được vát phẳng đối xứng nhau để thuận tiện cho việc kẹp dao khi gia công. Đầu cán được thiết kế phẳng để gắn mảnh dao. Mỗi cán dao chỉ gắn 1 loại mảnh duy nhất.
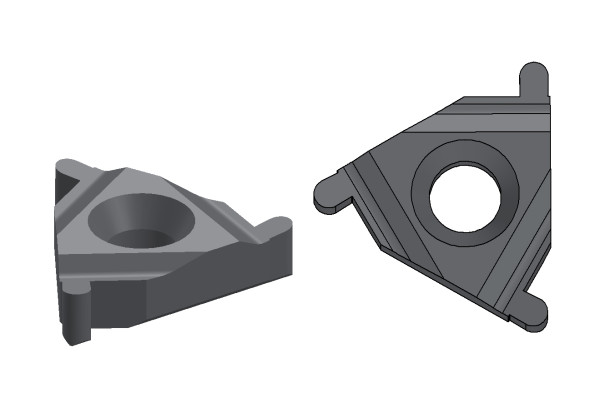
- Mảnh dao: phân loại theo hình dáng như hình 1 và hình chiếu cạnh mảnh dao với tùng góc cạnh khác nhau. Tùy mục đích gia công mà chúng ta chọn mảnh dao phù hợp.
Mảnh dao tiện (insert) là bộ phận chính tạo nên bề mặt gia công. Mảnh dao được chế tạo từ hợp kim cứng, sau đó phủ một lớp giúp chống mài mòn, chịu nhiệt, chịu va đập tốt. Lớp phủ này sẽ quyết định độ phẳng, độ mịn chi tiết sau khi gia công.
Mảnh dao tiện được sản xuất theo tiêu chuẩn quốc tế và thống nhất theo mã hiệu riêng. Việc tiêu chuẩn hoá các mảnh dao mang lại một số lợi ích sau:
- Dễ dàng chọn mảnh dao phù hợp với đầu dao chế tạo theo tiêu chuẩn.
- Dễ dàng chọn được mảnh dao phù hợp vời điều kiện gia công, vật liệu gia công.
- Dễ dàng thay thế khi mảnh dao bị vỡ, bị mòn, hỏng trong quá trình gia công, giảm đến tối đa thời gian dừng máy.
- Đảm bảo cho việc khai báo các thông số của dao khi lập trình tên máy CNC được thuận lợi và nhanh chóng.
- Các dòng mảnh CN,DN,VN,SN,TN,WN là các dòng mảnh được lựa chọn nhiều nhất về mức độ tái sử dụng nhiều lần, giảm thiểu chi phí gia công.
Ưu điểm
- Tuổi thọ dao cao, chất lượng bề mặt ổn định
- Thay mảnh nhanh, giảm thời gian dừng máy
- Khai thác tốt trên máy tiện CNC và sản xuất hàng loạt
- Dễ chuẩn hóa quy trình và kiểm soát chất lượng
Hạn chế
- Chi phí đầu tư ban đầu cao hơn dao liền cán
- Yêu cầu chọn đúng mảnh dao phù hợp với vật liệu và chế độ cắt
Ứng dụng
- Gia công lỗ thô và tinh trên máy tiện CNC
- Sản xuất hàng loạt, gia công chính xác
- Gia công thép, inox, gang, hợp kim khó cắt

Bảng so sánh 2 loại dao tiện lỗ:
| Tiêu chí | Dao tiện lỗ định hình | Dao tiện lỗ gắn mảnh |
|---|---|---|
| Kết cấu | Liền khối | Thân dao + mảnh dao |
| Tính linh hoạt | Cao, dễ mài | Cao, thay mảnh nhanh |
| Tuổi thọ dao | Trung bình | Cao |
| Chi phí ban đầu | Thấp | Cao hơn |
| Phù hợp sản xuất | Đơn chiếc | Hàng loạt |
>> Tìm hiểu các loại dao tiện khác: Tìm hiểu về dao tiện và các loại dao tiện sử dụng cho máy tiện CNC
Phân loại cán dao tiện lỗ
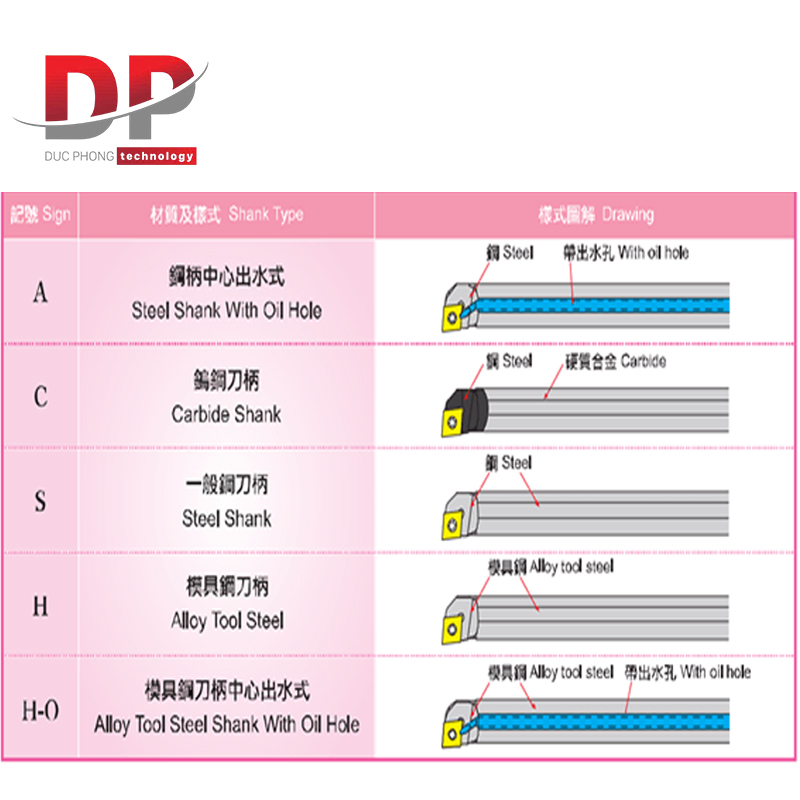
Các loại cán dao phổ biến:
- Loại A: cán thép có lỗ nước nguội.
- Loại C: thân cán làm từ vật liệu carbide, đầu cán làm từ thép.
- Loại S: cán thép đặc, không có lỗ nước nguội.
- Loại H: cán thép hợp kim, không có lỗ nước nguội.
- Loại H-O: cán thép hợp kim, có lỗ nước nguội.
Các loại cán dao tiện lỗ đều có mục đích sử dụng khác nhau, có 2 đặc điểm mà bạn cần lưu ý:
- Lỗ nước nguội hay còn gọi lỗ phun dung dich làm mát: trong quá trình gia công, việc kiểm soát nhiệt độ tại vị trí gia công là điều tối quan trọng, ảnh hưởng đến tuổi thọ dao cũng như chất lượng gia công.
- Vật liệu làm cán: vật liệu có độ cứng càng cao giúp hạn chế độ rung và độ ồn khi gia công. Ngoài ra, nó còn ảnh hưởng đến tỷ lệ L/D – một yếu tố quan trọng để kẹp cán dao hiệu quả.
Hướng dẫn chọn dao tiện lỗ phù hợp
Để chọn được dao tiện lỗ phù hợp, bạn cần chú ý đến các thông số cơ bản như:
L: là kí hiệu chiều dài cán dao.
D: là kí hiệu đường kính cán dao.
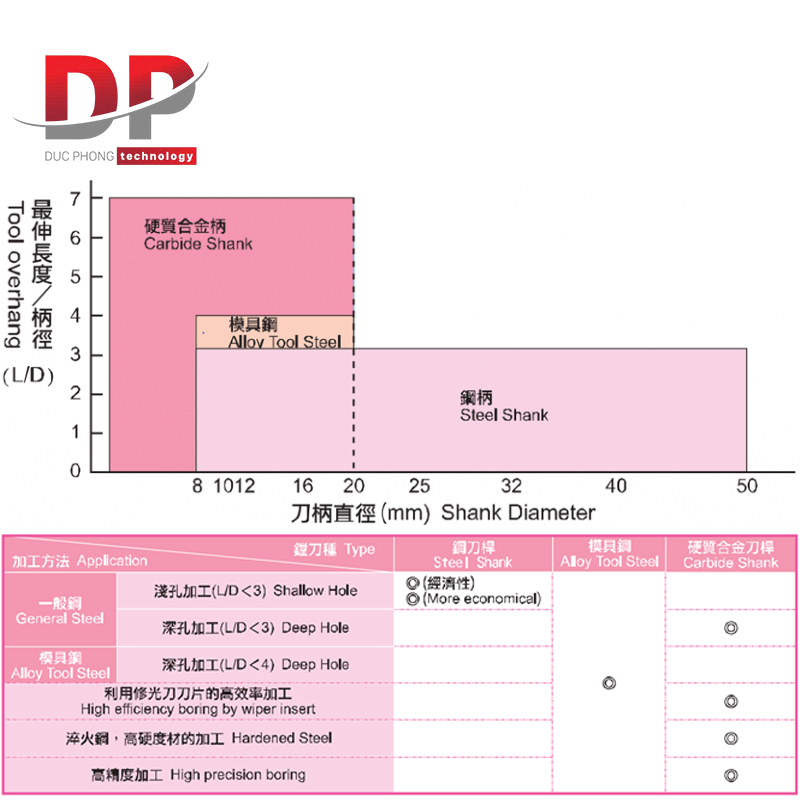
Tùy theo chiều sâu lỗ gia công và đường kính lỗ, ta chọn tỷ lệ L/D phù hợp theo biểu đồ. Tuy nhiên do giá thành vật liệu carbide đắt hơn rất nhiều so với thép nên cán có đường kính lớn hơn 20mm đều là cán thép.
Tỉ lệ L/D bằng 3 là tỉ lệ phổ biến trong gia công tiện, nó đảm bảo độ cứng vững khi gá kẹp và an toàn trong quá trình gia công.
Ngoài ra vật liệu cán dao còn ảnh hưởng đến độ rung và độ ồn khi gia công, vật liệu có độ cứng càng cao thì độ rung càng ít và ngược lại.
>>Tham khảo, mua các loại dao tiện khác tại đây
Dưới đây là một số lưu ý khi chọn dao tiện lỗ:
- Xác định đường kính lỗ và chiều sâu gia công
Đo chính xác đường kính lỗ và chiều sâu cần gia công để chọn đúng đường kính dao và chiều dài cán dao. Cần phân biệt rõ đường kính gia công tối thiểu của dao và đường kính cán dao. Lưu ý, thông thường đường kính cán dao luôn nhỏ hơn đường kính gia công để đảm bảo dao làm việc ổn định trong lỗ. - Xác định mục đích và hình dạng gia công
Làm rõ yêu cầu gia công thô hay gia công tinh, tiện trơn, tiện bậc, tiện rãnh hay tiện ren trong. Mỗi mảnh dao tiện lỗ có thiết kế riêng cho từng mục đích. Vị trí lắp mảnh trên cán dao quyết định góc thoát phoi, từ đó ảnh hưởng trực tiếp đến khả năng cắt và chất lượng bề mặt. Lưu ý mỗi cán dao chỉ tương thích với một loại mảnh dao nhất định. - Xác định vật liệu gia công
Xác định rõ vật liệu phôi như thép carbon, thép hợp kim, inox, gang hay nhôm để lựa chọn mảnh dao và lớp phủ phù hợp. Việc chọn đúng lớp phủ giúp giảm mài mòn, tăng tuổi thọ dao và đạt chất lượng bề mặt gia công tối ưu. - Xác định loại cán dao
Lựa chọn cán dao phù hợp với điều kiện gia công và ngân sách đầu tư. Cán thép tiêu chuẩn phù hợp với gia công thông thường, trong khi cán thép hợp kim hoặc cán carbide cho độ cứng vững cao hơn, thích hợp gia công lỗ sâu hoặc yêu cầu độ chính xác cao. Cần cân bằng giữa chất lượng gia công và giá thành dao tiện. - Xác định hướng gia công
Kiểm tra hướng trái hoặc hướng phải của dao tiện lỗ sao cho phù hợp với hướng quay trục chính, cách gá dao trên máy tiện và hình dạng chi tiết. Việc chọn đúng hướng dao giúp quá trình gia công ổn định, an toàn và đạt hiệu quả cao.
Dao tiện lỗ đóng vai trò quan trọng trong cơ khí chính xác, với 2 loại chính là dao tiện lỗ định hình và gắn mảnh để bạn có thể lựa chọn cho từng gia công khác nhau. Trên đây là toàn bộ thông tin về đặc điểm từng loại và cách chọn mua, hy vọng những chia sẻ của Thiết bị cơ khí Đức Phong sẽ hữu ích, giúp bạn hiểu hơn về đặc điểm cũng như có thể lựa chọn sản phẩm phù hợp.