Hướng dẫn: Kiểm tra độ đồng tâm, đồng trục và độ đảo trong gia công cơ khí
06/01/2026 View: 1179Gia công cơ khí chính xác là một lĩnh vực giữ vai trò then chốt đối với sản xuất, chế tạo, đặc biệt với các sản phẩm trong ngành đòi hỏi độ tin cậy, chính xác cao. Những chi tiết như trục truyền động bánh răng, ổ lăn, bạc lót có trong hầu hết các động cơ, máy móc. Khi vận hành, các chi tiết này buộc phải được gia công với dung sai chặt chẽ, đảm bảo yêu cầu về độ đồng tâm, độ đồng trục, độ đảo theo yêu cầu kỹ thuật, từ đó giúp máy móc vận hành chính xác. Trong bài viết này, Đức Phong sẽ hướng dẫn bạn kiểm tra độ đồng tâm, đồng trục và độ đảo chính xác nhé.
Cách kiểm tra độ đồng tâm, đồng trục, độ đảo trong cơ khí
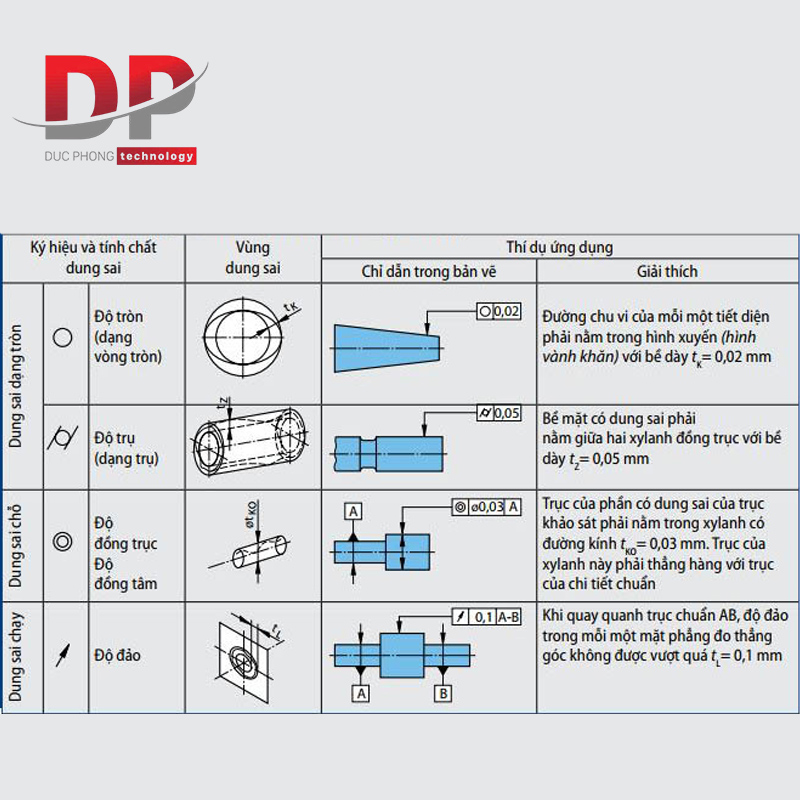
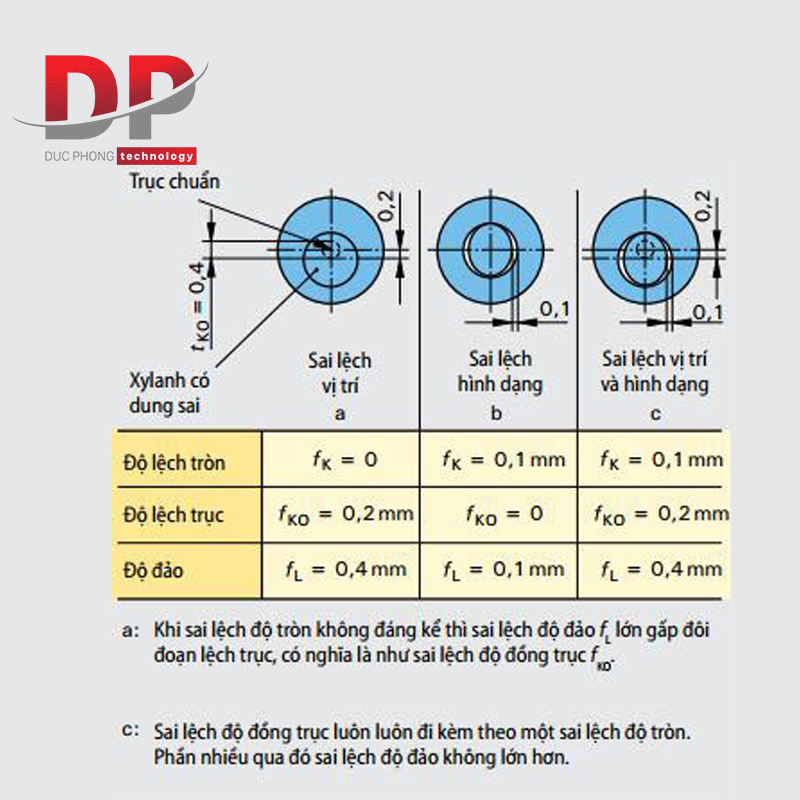
Dựa trên các dạng dung sai hình học, người ta sẽ lựa chọn phương pháp kiểm tra phù hợp với chức năng làm việc của từng chi tiết và yêu cầu trong ứng dụng thực tế. Việc kiểm soát đúng dung sai giúp đảm bảo chất lượng gia công cũng như khả năng lắp ráp và vận hành ổn định của sản phẩm. Bảng tổng hợp dưới đây thể hiện chi tiết các dạng dung sai phổ biến trong cơ khí chính xác.
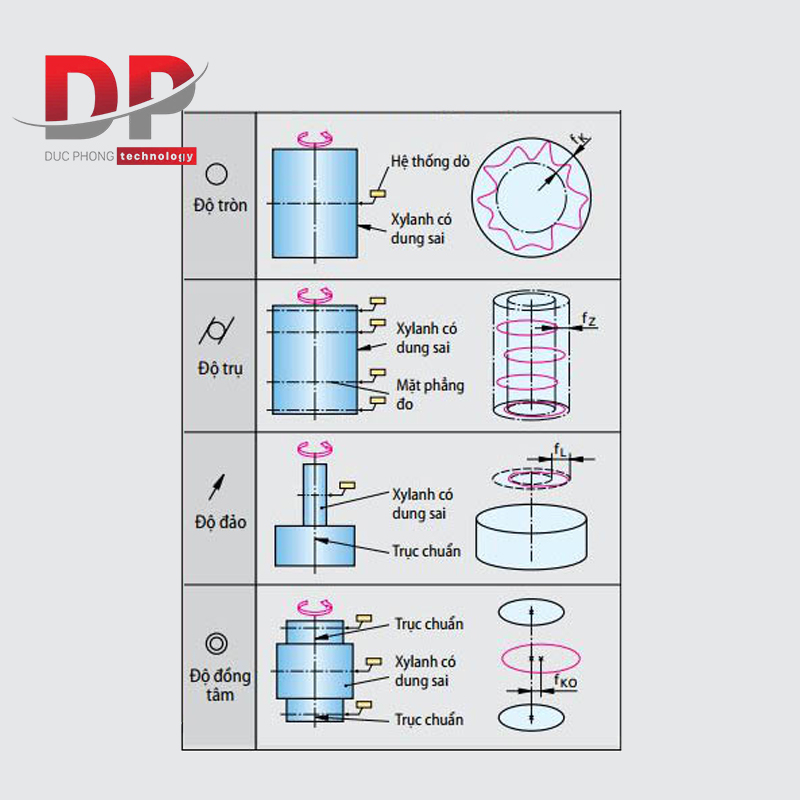
Sai lệch độ tròn thường phát sinh do dao động của máy gia công hoặc bánh mài không tròn. Ngoài ra, hiện tượng hình dạng không đều còn có thể xuất hiện do lực kẹp không đồng đều trong mâm cặp ba chấu (Hình 1 dưới đây).
Sai lệch độ trụ có thể được xem là sự kết hợp của nhiều dạng sai lệch như sai lệch độ thẳng, độ tròn và độ song song của bề mặt trụ.
Trong khi đó, sai lệch độ đồng trục và độ đảo hướng tâm là những sai lệch được xác định dựa trên trục chuẩn. Khi tiến hành đo kiểm, trục của chi tiết có dung sai cần kiểm tra sẽ quay quanh trục chuẩn, từ đó xác định mức độ sai lệch so với yêu cầu kỹ thuật.
1. Kiểm tra độ tròn
Thực hiện phép đo 2 điểm, chẳng hạn như dùng thước panme hoặc đồng hồ so đo vuông góc với bề mặt đo, chỉ xác định được sai lệch độ tròn là sự khác biệt về đường kính. Vì ở phép đo hai điểm của hình dày đều thì kết quả luôn luôn giữ nguyên. Độ lệch tròn chỉ có thể đo được bằng phép đo ba điểm với hai điểm tựa vào khối chữ V (Hình minh họa bên dưới)
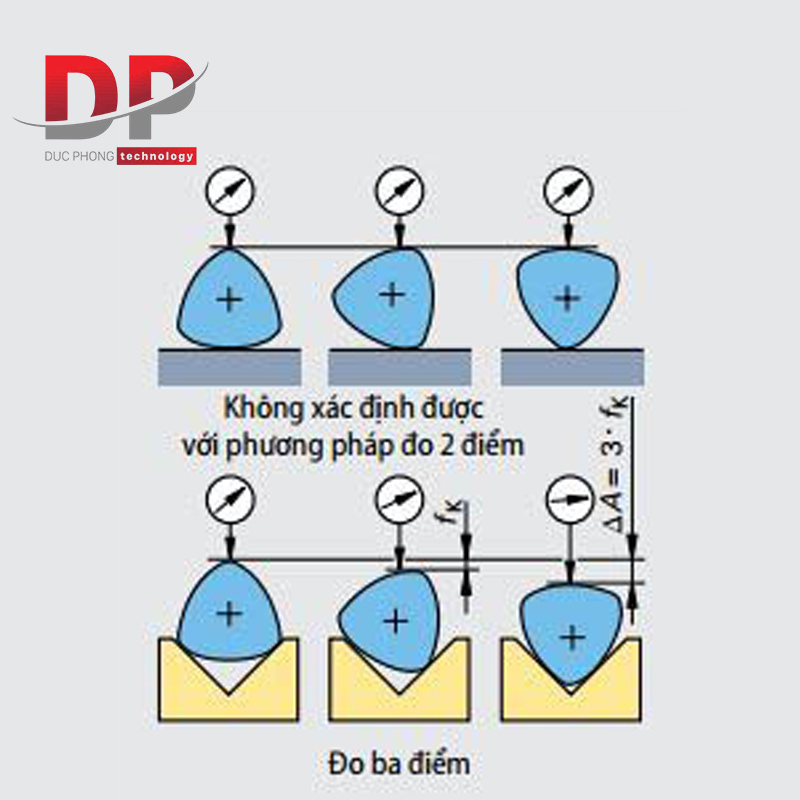
Ngoài ra, người ta có thể dùng máy đo độ tròn để xác định độ tròn chính xác hơn. Trong sai lệch dạng bầu dục (số cung n = 2) và tấm đo phẳng (góc a = 180°) thì sự khác biệt hiển thị giữa đường kính lớn và nhỏ bằng hai lần độ lệch tròn. Độ lệch tròn fK như vậy bằng hiệu số giữa hiển thị tối đa và tối thiểu chia cho trị số hiệu chỉnh k.
Công thức: Độ lệch tròn fk = (Amax – Amin)/k
Phép đo ba điểm với khối chữ V và máy ghi trị số đo như đồng hồ đo chính xác, cho thấy một thay đổi hiển thị ΔA, phụ thuộc vào góc α của khối V và số cung n của sai lệch độ tròn (Bảng 1).
| Bảng 1: Trị số hiệu chỉnh k để đo độ tròn | ||||
| Góc α của khối V | k theo số cung n | Ghi chú | ||
| 2 | 3 | 5 | ||
| 60o | − | 3 | − | Hình bầu dục và hình dày đều với 5 cung không xác định được. |
| 90o | 1 | 2 | 2 | Hình dày đều với số cung bằng 3 và 5 có thể xác định rõ. |
| 108o | 1,4 | 1,4 | 2,2 | Trị số hiệu chỉnh k giống nhau với số cung n =2 và 3 |
| 120o | 1,6 | 1 | 2 | − |
| 180o | 2 | − | − | Đo 2 điểm |
Số cung của hình dày đều có thể được xác định bằng cách đếm các trị số tối đa hay tối thiểu trong một vòng quay của phôi trong khối V.
Ví dụ: Với một hình bầu dục được đo trong khối V với góc α = 90o, sự thay đổi hiển thị của sai lệch độ tròn tương ứng với trị số hiệu chỉnh k=1. Trong khối V như trên với số cung là 3 hoặc 5 của hình dày đều, sự thay đổi hiển thị đo lớn gấp hai lần sai lệch độ tròn. Điều này tương ứng với trị số hiệu chuẩn k=2.
Vì thực tế không có hình dày đều lý tưởng, nên trong phép đo hai và ba điểm các sai lệch độ tròn lớn hơn trị số đo bằng thiết bị đo hình dạng.
2. Kiểm tra độ đảo
Để đo độ đảo, người ta thường giữ chi tiết cần đo giữ 2 ụ chống tâm như hình 2 bên dưới, đây cũng là cách đo độ đảo cơ bản, đơn giản, thường được áp dụng cho gia công tiện, phay.
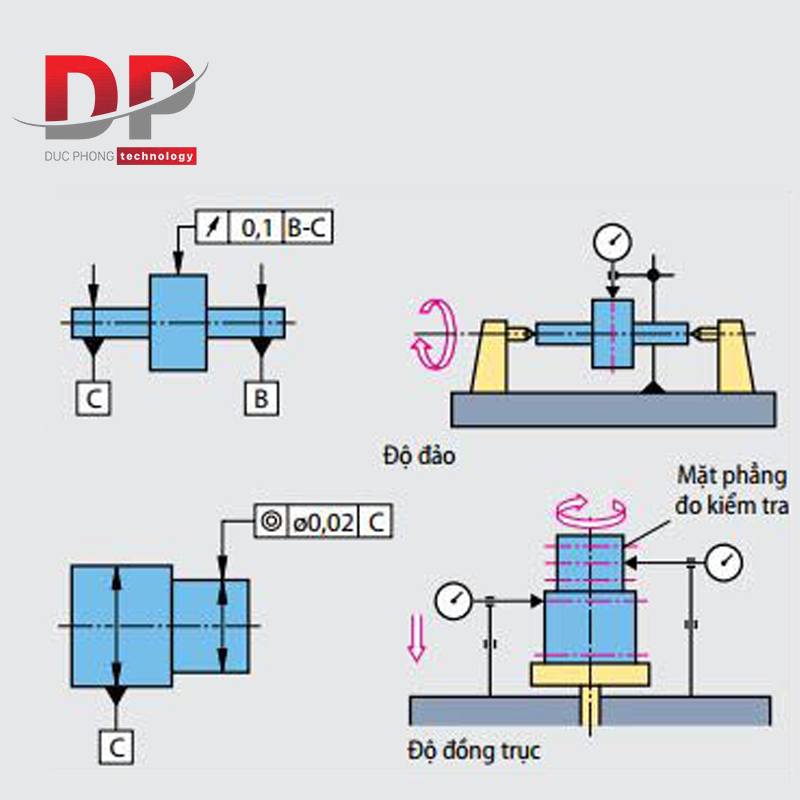
Ngoài ra, để đo một trục truyền động phù hợp với chức năng hơn, người ta đặt cổ trục trong rãnh của khối chữ V. Sai lệch độ đảo hình thành do lệch trục (không đồng trục) hay qua sai lệch độ tròn (Hình 4).
Sai lệch độ đảo fL là chênh lệch giữa số hiển thị lớn nhất Amax và nhỏ nhất Amin trong khi quay đủ 1 vòng trục.
Biểu thức: Độ đảo fL = Amax – Amin
3. Đo độ đồng tâm
Sai lệch độ đồng trục có thể xảy ra trong trục quay hoặc trục đỡ của lỗ khoan. Phôi tiện với xylanh chuẩn của nó (C trong hình 3) được chỉnh thẳng hàng với trục của bàn quay. Để biết được sai lệch trục lớn nhất, người ta phải thực hiện đo sai lệch độ tròn ít nhất trong 3 mặt phẳng. Các sai lệch độ đồng trục fKO (sai lệch trục) được xác định từ số đọc lớn nhất và nhỏ nhất, khi đó ta có biểu thức:
Sai lệch độ đồng tâm fKO = (Amax – Amin)/2
4. Kiểm tra hình dạng với máy đo độ tròn
Hệ thống thăm dò cảm ứng từ và trước hết là độ quay chính xác của trục đo độ tròn (trục của bàn quay) cho phép xác định các đặc điểm của hình dạng và vị trí với độ bất định nhỏ hơn 0,1 µm.
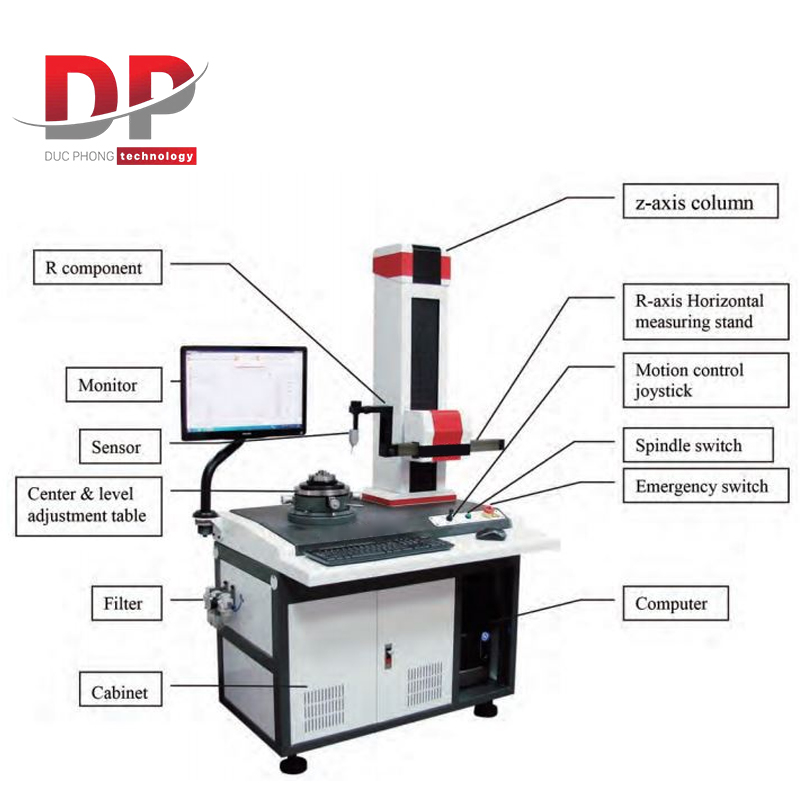
Máy đo độ tròn thường cho phép kiểm tra:
- Các đặc điểm hình dạng có thể đo là độ tròn, độ trụ, độ phẳng và độ côn.
- Các đặc điểm vị trí có thể đo là độ đảo, độ đồng trục và độ vuông góc.
Để thực hiện đo, chi tiết được lắp vào mâm cặp, việc chỉnh thẳng hàng xylanh có dung sai hoặc trục chuẩn (thẳng hàng với trục đo độ tròn) được thực hiện thông qua một bàn định tâm và quay nghiêng hoặc bằng động cơ hay bằng tay với vít điều chỉnh. Trước hết bàn phải được chỉnh nghiêng và sau đó định tâm. Độ chính xác của phép đa được cải thiện đáng kể, nếu các xylanh khảo sát hoặc các trục chuẩn trước khi đo được điểu chỉnh cẩn thận trong phạm vi micrômét (µm).
Vì sao việc kiểm tra đồng tâm, đồng trục và độ đảo lại cần thiết?
Việc kiểm tra độ đồng tâm, độ đồng trục và độ đảo là yêu cầu bắt buộc trong gia công cơ khí, bởi các sai lệch này ảnh hưởng trực tiếp đến khả năng lắp ghép, độ bền, độ ổn định và tuổi thọ của chi tiết cũng như toàn bộ cụm máy. Cụ thể:
- Đảm bảo khả năng lắp ghép và làm việc chính xác
Trong nhiều chi tiết cơ khí như trục – lỗ, ổ bi, bánh răng, khớp nối, các bề mặt làm việc phải trùng tâm hoặc trùng trục.
- Nếu độ đồng tâm hoặc đồng trục kém, chi tiết sẽ khó lắp, lắp bị kẹt hoặc phải ép cưỡng bức.
- Dễ gây lệch vị trí làm việc, làm giảm độ chính xác của toàn bộ cơ cấu.
- Giảm rung động và tiếng ồn khi làm việc
Sai lệch độ đảo khiến chi tiết quay không ổn định, sinh ra:
- Rung động lớn khi quay ở tốc độ cao.
- Tiếng ồn bất thường trong quá trình vận hành.
Điều này đặc biệt nguy hiểm đối với trục quay, động cơ, trục chính máy công cụ, nơi yêu cầu độ ổn định rất cao.
- Hạn chế mài mòn và tăng tuổi thọ chi tiết
Khi chi tiết không đồng tâm hoặc bị đảo:
- Tải trọng phân bố không đều lên ổ trục, bạc lót, bánh răng.
- Dẫn đến mài mòn cục bộ, nứt gãy sớm hoặc phá hỏng ổ bi.
Việc kiểm tra và kiểm soát các sai lệch này giúp kéo dài tuổi thọ thiết bị và giảm chi phí bảo trì.
- Đảm bảo độ chính xác truyền động
Trong các hệ thống truyền động:
- Sai lệch đồng trục làm giảm hiệu suất truyền lực.
- Gây trượt, rung và sai số chuyển động.
Đặc biệt trong máy CNC, hộp số, trục vít – đai ốc, yêu cầu kiểm soát chặt chẽ độ đồng tâm và độ đảo.
- Đáp ứng yêu cầu tiêu chuẩn kỹ thuật và dung sai hình học
Các tiêu chuẩn kỹ thuật (ISO, TCVN, DIN…) đều quy định:
- Giới hạn cho độ đồng tâm, đồng trục và độ đảo.
- Đây là các dung sai hình học quan trọng trong bản vẽ kỹ thuật.
Việc kiểm tra giúp đảm bảo chi tiết đạt tiêu chuẩn thiết kế, tránh sản phẩm lỗi hoặc bị loại bỏ.
- Nâng cao chất lượng trong gia công cơ khí chính xác
Trong cơ khí chính xác, độ sai lệch nhỏ cũng có thể gây hậu quả lớn. Kiểm tra độ đồng tâm, đồng trục và độ đảo giúp:
- Kiểm soát chất lượng gia công.
- Phát hiện sớm sai sót trong quá trình sản xuất.
- Đảm bảo sản phẩm đạt độ chính xác và độ tin cậy cao.
Những lưu ý khi kiểm tra độ đồng tâm, độ đồng trục và độ đảo
Dưới đây là những lưu ý quan trọng khi kiểm tra độ đồng tâm, độ đồng trục và độ đảo trong gia công cơ khí chính xác, giúp đảm bảo kết quả đo chính xác, ổn định và có giá trị sử dụng thực tế:
- Xác định đúng trục chuẩn và bề mặt chuẩn
- Trục chuẩn phải được gia công chính xác và ổn định, thường là trục lắp ghép hoặc trục làm việc chính.
- Nếu chọn sai trục chuẩn, kết quả đo dù chính xác về mặt đo lường nhưng không phản ánh đúng yêu cầu chức năng của chi tiết.
- Đảm bảo điều kiện gá đặt chi tiết khi đo
- Chi tiết phải được gá chắc chắn, không bị biến dạng do lực kẹp.
- Tránh kẹp quá chặt trong mâm cặp 3 chấu vì có thể gây biến dạng hình học, đặc biệt với chi tiết mỏng hoặc dài.
- Ưu tiên sử dụng khối V, mâm cặp chính xác hoặc đồ gá chuyên dụng.
- Hiệu chuẩn và lựa chọn dụng cụ đo phù hợp
- Đồng hồ so, panme, máy đo độ tròn phải được hiệu chuẩn định kỳ.
- Chọn độ phân giải phù hợp với dung sai cần kiểm tra (ví dụ: dung sai vài micron cần đồng hồ có độ chia nhỏ).
- Đối với yêu cầu cao, nên sử dụng máy đo độ tròn hoặc CMM.
- Kiểm soát tốc độ quay khi đo
- Khi đo độ đảo, chi tiết nên được quay chậm và đều.
- Quay quá nhanh có thể gây rung, làm sai lệch trị số hiển thị trên đồng hồ đo.
- Không dùng lực tay không ổn định khi quay chi tiết.
- Lưu ý ảnh hưởng của độ nhám bề mặt
- Bề mặt đo có độ nhám cao sẽ làm kim đồng hồ dao động mạnh.
- Trong trường hợp này, cần:
- Đo nhiều lần để lấy giá trị trung bình, hoặc
- Gia công tinh bề mặt trước khi tiến hành đo chính xác.
- Phân biệt rõ từng đại lượng cần kiểm tra
- Độ đồng tâm: So sánh tâm của các bề mặt tròn xoay với trục chuẩn.
- Độ đồng trục: Kiểm tra mức độ trùng nhau của các trục hình học.
- Độ đảo: Đo sự thay đổi vị trí bề mặt khi chi tiết quay quanh trục chuẩn.
Tránh nhầm lẫn giữa các khái niệm vì phương pháp đo và ý nghĩa kỹ thuật hoàn toàn khác nhau.
- Xem xét ảnh hưởng của nhiệt độ môi trường
- Nhiệt độ môi trường và chi tiết nên ổn định, gần với 20°C (nhiệt độ chuẩn đo lường).
- Chi tiết vừa gia công xong có thể còn nóng, gây giãn nở nhiệt và sai số khi đo.
- Đo tại nhiều vị trí và nhiều lần
- Không nên chỉ đo tại một điểm.
- Cần đo ở nhiều tiết diện, nhiều vị trí khác nhau dọc theo trục chi tiết để đánh giá chính xác mức sai lệch.
- Lấy giá trị lớn nhất hoặc giá trị đại diện theo yêu cầu bản vẽ.
- So sánh kết quả đo với yêu cầu dung sai chức năng
- Không chỉ so sánh với dung sai hình học trên bản vẽ, mà còn cần xét:
- Chức năng làm việc của chi tiết
- Tốc độ quay
- Tải trọng thực tế
Một số chi tiết cho phép sai lệch lớn hơn nếu không ảnh hưởng đến khả năng làm việc.
Trên đây là toàn bộ hướng dẫn kiểm tra độ đồng tâm, độ đảo, độ đồng trục trong cơ khí. Rất mong những thông tin mà Thiết bị cơ khí Đức Phong chia sẻ trên sẽ hữu ích, giúp bạn có thể vận hành máy một các chính xác, hiệu quả.