Hướng dẫn lựa chọn insert tiện chính xác trong gia công cơ khí
23/04/2026 View: 5Trong lĩnh vực gia công cơ khí chính xác, đặc biệt là tiện CNC, việc lựa chọn đúng insert tiện (mảnh dao tiện) quyết định đến 50% thành công của quy trình. Một lựa chọn sai lầm không chỉ làm hỏng bề mặt chi tiết mà còn gây lãng phí chi phí dụng cụ cắt, thậm chí làm hỏng máy.
Bài viết này sẽ cung cấp một hướng dẫn toàn diện từ A-Z giúp các bác thợ và kỹ sư lựa chọn được loại mảnh dao tiện phù hợp nhất, tối ưu hóa năng suất và tuổi thọ dao cụ.
1. Insert tiện là gì và tại sao việc chọn đúng lại quan trọng?
Insert tiện (hay còn gọi là chip tiện, mảnh dao tiện hợp kim) là những miếng hợp kim nhỏ, có thể thay thế, được gắn trên cán dao tiện để thực hiện quá trình cắt gọt kim loại.
Việc chọn đúng insert giúp bạn:
- Kiểm soát phoi (chip control): Tránh tình trạng phoi quấn vào phôi hoặc dụng cụ.
- Đảm bảo độ bóng bề mặt: Đạt yêu cầu về độ nhám (Ra, Rz) ngay từ bước gia công.
- Tiết kiệm chi phí: Tận dụng tối đa các cạnh cắt và kéo dài tuổi thọ lớp phủ.
- Bảo vệ máy CNC: Giảm rung động và lực cắt hướng tâm không mong muốn.

2. Phân loại vật liệu gia công theo tiêu chuẩn ISO (P-M-K-N-S-H)
Trước khi cầm một hộp mảnh dao lên, điều đầu tiên bạn cần biết là phôi của mình thuộc nhóm vật liệu nào. Tiêu chuẩn ISO chia vật liệu thành 6 nhóm đặc trưng:
- Nhóm P (Màu xanh): Thép carbon, thép hợp kim. Đây là nhóm phổ biến nhất.
- Nhóm M (Màu vàng): Thép không gỉ (Inox). Yêu cầu mảnh dao có khả năng chống lẹo dao cao.
- Nhóm K (Màu đỏ): Gang (Gang xám, gang cầu). Cần loại insert có độ cứng cao, chống mài mòn tốt.
- Nhóm N (Màu xanh lá): Kim loại màu (Nhôm, đồng, nhựa). Ưu tiên mảnh dao có lưỡi cắt sắc bén và lớp phủ chống dính.
- Nhóm S (Màu cam): Hợp kim chịu nhiệt (Titanium, Inconel). Cần khả năng chịu nhiệt cực tốt.
- Nhóm H (Màu xám): Vật liệu cứng (Thép sau nhiệt luyện > 45HRC). Thường dùng các dòng insert CBN hoặc Ceramic.
3. Các yếu tố then chốt khi lựa chọn insert tiện
Để chọn được mảnh dao "chuẩn bài", bạn cần xem xét 6 yếu tố hình học và kỹ thuật sau đây:
3.1. Thiết kế hình học (Geometries)
Hình học của insert được chia thành 3 kiểu cơ bản dựa trên ứng dụng gia công:
- Gia công thô (Roughing): Dùng khi cần bóc tách lượng dư lớn (D.O.C cao) với bước tiến (feed rate) lớn. Mảnh dao thường có lưỡi cắt cực kỳ cứng vững.
- Gia công bán tinh (Medium): Dùng cho các ứng dụng trung bình, cân bằng giữa tốc độ và độ bóng.
- Gia công tinh (Finishing): Sử dụng khi chiều sâu cắt nhỏ và bước tiến thấp. Mảnh dao được thiết kế để tạo lực cắt thấp nhất, giúp bề mặt bóng mịn.
3.2. Hình dạng mảnh dao (Insert Shape)
Mỗi hình dạng có ưu và nhược điểm riêng về độ bền và khả năng tiếp cận chi tiết:
- Hình thoi (Góc 80° - CNMG/CCMT): Rất phổ biến, độ bền cao, đa năng.
- Hình tam giác (TNMG/TCMT): Tiết kiệm chi phí vì có nhiều cạnh cắt (6 cạnh đối với TNMG).
- Hình thoi nhỏ (Góc 55° - DNMG/DCMT hoặc 35° - VNMG/VCMT): Dùng để tiện các biên dạng hẹp, phức tạp nhưng lưỡi cắt yếu hơn, dễ bị nhiệt tác động.
- Hình vuông (SNMG): Cực kỳ khỏe, dùng cho tiện thô nặng nhưng khả năng tiếp cận biên dạng kém.
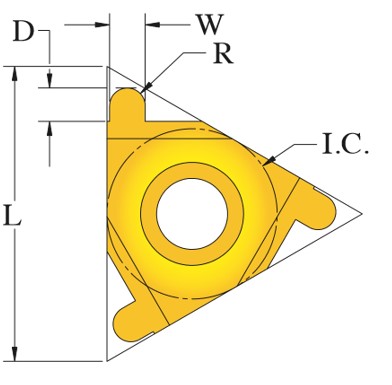
3.3. Kích thước mảnh dao (Insert Size)
Kích thước insert phụ thuộc vào chiều sâu cắt (Ap) và không gian gia công:
- Nguyên tắc: Chọn kích thước insert lớn hơn khi cần độ ổn định cao trong tiện thô. Đối với gia công nặng, kích thước IC thường trên 25mm (1 inch).
- Tiện tinh: Có thể giảm kích thước để linh hoạt hơn.
3.4. Bán kính mũi dao (Nose Radius - RE)
Đây là thông số ảnh hưởng trực tiếp đến độ bóng và lực cắt:
- RE nhỏ (0.2 - 0.4mm): Lý tưởng cho tiện tinh, chiều sâu cắt nhỏ. Giúp giảm rung động nhưng lưỡi cắt yếu hơn.
- RE lớn (0.8 - 1.2 - 1.6mm): Phù hợp tiện thô, chịu được bước tiến cao (High feed). Lưỡi cắt rất vững chắc nhưng tăng lực hướng tâm, dễ gây rung nếu máy không đủ cứng vững.
- Mẹo: Chọn bán kính mũi RE nhỏ hơn hoặc bằng chiều sâu cắt (Ap).
4. Chọn Insert góc dương (Positive) hay góc âm (Negative)?
Đây là câu hỏi khiến nhiều thợ cơ khí băn khoăn khi lựa chọn insert và cán dao:
- Insert góc âm (Negative - ví dụ CNMG, WNMG): Có góc thoát bằng 0°, thường có 2 mặt để sử dụng (tăng số cạnh cắt). Phù hợp cho gia công thô nặng, máy CNC đời mới có công suất lớn và độ cứng vững cao.
- Insert góc dương (Positive - ví dụ CCMT, DCMT): Có góc thoát nhỏ hơn 90°, chỉ dùng được 1 mặt. Ưu điểm là lực cắt thấp, thoát phoi tốt, cực kỳ phù hợp cho tiện lỗ trong, chi tiết mảnh hoặc máy tiện đời cũ độ cứng vững kém.
5. Tầm quan trọng của Lớp phủ (Coating) và Lớp nền (Substrate)
Lớp nền (thường là Carbide) mang lại độ dẻo dai, trong khi lớp phủ mang lại độ cứng bề mặt và khả năng chịu nhiệt.
- Phủ CVD (Chemical Vapor Deposition): Lớp phủ dày, chịu nhiệt cực tốt, thường dùng cho tiện thô và tiện liên tục ở tốc độ cao.
- Phủ PVD (Physical Vapor Deposition): Lớp phủ mỏng hơn nhưng sắc bén hơn, phù hợp cho tiện tinh, tiện Inox hoặc các ứng dụng cắt đứt, tiện ren.
- Các vật liệu đặc biệt:
- Cermet: Cho độ bóng cực cao khi tiện tinh thép.
- CBN (Cubic Boron Nitride): Chuyên dùng cho thép sau nhiệt luyện (thép cứng).
- PCD (Kim cương nhân tạo): Chuyên cho nhôm và kim loại màu.
6. Góc tiếp xúc (KAPR) và Góc dẫn (Lead Angle)
Góc tiếp xúc là góc giữa cạnh cắt và hướng nạp phôi.
- Góc tiếp xúc lớn (Góc dẫn nhỏ): Lực cắt hướng về phía chấu kẹp, ít rung, có thể tiện vai 90°. Tuy nhiên dễ mài mòn mũi dao hơn.
- Góc tiếp xúc nhỏ (Góc dẫn lớn): Lực hướng tâm tăng (dễ rung), nhưng phoi mỏng hơn, giúp kéo dài tuổi thọ dao và cho phép nạp phôi nhanh hơn.
7. Kinh nghiệm thực tế từ thợ cơ khí lành nghề
- Khi bị rung: Hãy thử giảm bán kính mũi dao (RE) hoặc chuyển sang loại insert có góc dương (Positive) để giảm lực cắt.
- Khi bề mặt không bóng: Kiểm tra lại chế độ cắt (V/f). Đôi khi việc tăng tốc độ cắt hoặc sử dụng mảnh dao có dạng hình học "Wiper" sẽ cải thiện đáng kể độ bóng.
- Bẻ phoi kém: Nếu phoi ra dài như "râu tôm", bạn cần tăng bước tiến (feed) hoặc chọn loại mảnh dao có rãnh bẻ phoi (chipbreaker) sâu hơn.
Kết luận
Lựa chọn insert tiện chính xác không chỉ là nhìn vào mã sản phẩm mà là sự tổng hòa giữa vật liệu phôi, điều kiện máy móc và yêu cầu thành phẩm. Hy vọng bài viết này giúp anh em thợ cơ khí có cái nhìn sâu sắc hơn để chọn được "vũ khí" sắc bén nhất cho xưởng của mình.
Nếu bạn đang tìm mua mảnh dao tiện chất lượng từ các thương hiệu uy tín, hãy liên hệ tới Đức Phong để được hỗ trợ tốt nhất:
Thông tin liên hệ:
Thiết bị cơ khí Đức Phong
Địa chỉ: Tầng 7, Căn số 32V5A, Khu đô thị Văn Phú, Kiến Hưng, Hà Đông, Hà Nội
Điện thoại: 0985779287
Website: https://ducphongstore.vn/
Map CID: https://www.google.com/maps?cid=12555975941588804748