Hướng dẫn sử dụng máy hàn điện tử inverter TIG 250AXPRO
12/07/2025 View: 318Máy hàn điện tử đến từ thương hiệu Hồng Ký chắc hẳn không còn xa lạ gì đối với anh em cơ khí. Một sản phẩm đang được quan tâm khá nhiều trong thời gian gần đây là chiếc máy hàn điện tử inverter TIG 250AXPRO. TIG 250AXPRO là một trong những dòng sản phẩm toàn diện được khách hàng đánh giá cao nhờ các tính năng đặc biệt, ưu điểm nổi bật mà nó sở hữu. Bài viết hướng dẫn sử dụng máy hàn điện tử inverter TIG 250AXPRO dưới đây sẽ giúp bạn hiểu rõ hơn về sản phẩm này cũng như các sử dụng an toàn, hiệu quả. Nội dung bao gồm 4 phần chi tiết, bạn đọc tham khảo bên dưới nhé.
Phần 1: Hướng dẫn an toàn trước khi sử dụng
Dưới đây là một số điều cần lưu để đảm bảo an toàn cho bạn trước khi sử dụng máy hàn điện tử TIG 250AXPRO:
Đảm bảo an toàn về điện:
Máy hàn điện tử TIG 250AXPRO sử dụng nguồn điện 1 – Pha (220VAC ± 15%, 50/60Hz), nguồn điện hở là nguyên nhân chính gây sốc điện hoặc gây bỏng nặng. Que hàn, mạch điện đang hoặt động là nguồn điện hở khi đang có nguồn đầu ra. Việc lắp ráp cài đặt không đúng hoặc không phù hợp dây nối đất sẽ trở thành nguy cơ gây điện giật.
- Không chạm vào nguồn điện hở.
- Mang găng tay, quần áo bảo hộ khô, không bị ránh nhằm cách điện.
- Tránh tiếp xúc trực tiếp với vật hàn và nguồn nối mass.
- Sử dụng tấm cách điện đủ lớn để ngăn cản việc tiếp xúc với vật hàn hoặc nguồn mass.
- Không hàn với chế độ dòng AC trong khu vực ẩm ướt, hoặc
không gian hạn chế, hoặc nơi những vật nguy hiểm có thể rơi. - Ngắt kết nối nguồn đầu vào khi lắp đặt máy hoặc bảo dưỡng vệ sinh máy.
- Tắt nguồn khi không sử dụng.Không sử dụng cáp nguồn điện bị mòn, hở, hoặc đã qua sửa chữa.
- Không chạm vào kim hàn nếu bạn đang tiếp xúc với vật hàn.
- Thường xuyên vệ sinh máy.
- Thay thế hoặc sửa chữa bộ phận bị hỏng.
- Cách điện cho kẹp mass khi không kẹp vào vật hàn nhằm ngăn kẹp mass tiếp xúc với súng hàn.
Đảm bảo an toàn với khói hơi và khí gas:
Quá trình hàn sẽ sinh ra khói, và khí gas, hít phải khí này có thể gây ảnh hưởng tới sức khỏe, nên bạn cần lưu ý khi sử dụng
- Giữ cho đầu cách xa vùng khói, giảm thiểu nguy cơ hít phải khói hàn.
- Lắp đặt hệ thống quạt thông gió hoặc tận dụng hướng gió nhằm giúp đẩy luồng khí hơi trong quá trình hàn.
- Chỉ được làm việc trong không gian hạn chế khi có hệ thống thông gió tốt, thoáng khí, hoặc đang mặc đồ bảo hộ có chức năng cung cấp khí và khả năng phòng độc.
- Chỉ được làm khi có người giám sát theo cùng.
- Khí gas và khói, hơi trong quá trình hàn có thể chiếm chỗ của không khí.
- Với mật độ Oxi thấp có thể gây nguy hiểm hoặc chết người.
- Đảm bảo không khí để hô hấp phải an toàn
- Không hàn gần những khu vực phun sơn, vệ sinh dầu mỡ.
- Nhiệt độ, tia xỉ bắn ra của hồ quang có thể phản ứng với hơi tạo ra chất độc hoặc kích thích khí gas có thể gây nổ cháy nổ.
Đảm bảo an toàn với hồ quang hàn:
Hồ quang trong quá trình hàn phát ra tia sáng có cường độ mạnh và tia bức xạ (Gồm tia cực tím và hồng ngoại). Điều này có thể gây bỏng mắt và tăng nguy cơ ung thư da.
- Mang mũ bảo hộ hàn, độ tối phù hợp của kính lọc có thể ngăn chặn ảnh hưởng của hồ quang đến mắt và xỉ hàn trong quá trình hàn.
- Sử dụng tấm chắn bao bọc hoặc chắn ngang nhằm bảo vệ xung quanh khỏi ánh sáng cường độ cao, tia bức xạ và tia lửa hàn. Cảnh báo cho mọi người không được nhìn vào hồ quang
Bình gas có thể gây nổ nếu không được sử dụng đúng cách:
Bình Gas chứa khí gas dưới áp suất cao, nếu không sử dụng đúng cách có thể hư hại và gây nổ
- Bảo vệ bình khí tránh khỏi tia lửa, chấn động mạnh, tác động vật lí, xỉ hàn, ngọn lửa và hồ quang hoặc nguồn có thể gây cháy.
- Giữ bình khí cách xa bất cứ hoạt động hàn và nguồn điện.
- Tuyệt đối không để que hàn tiếp xúc với bình khí.
- Chỉ sử dụng đúng loại bình khí, đồng hồ đo, ống lắp, thông số kĩ thuật tháo lắp.
- Bảo dưỡng các thiết bị trong điều kiện tốt nhất.
- Quay mặt sang hướng khác khi đang đóng/mở van khí.
- Không đứng trước hoặc đằng sau đồng hồ đo khi mở van.
- Sử dụng thiết bị thích hợp, đúng quy trình, số bình khí để nâng, chuyển hoặc vận chuyển.
Vận hành quá lâu có thể gây quá nhiệt:
Để thiết bị mát dần, theo dõi hiệu suất làm việc của thiết bị. Giảm cường độ dòng hàn, hiệu suất làm việc trước khi hàn lại. Không được bịt lối thông gió của thiết bị.
Phần 2: Hướng dẫn sử dụng máy hàn điện tử inverter TIG 250AXPRO
Hướng dẫn lắp ráp và vận hành
Dưới đây là hướng dẫn lắp đặt máy hàn TIG 250AXPRO chi tiết:
Lắp ráp súng hàn:
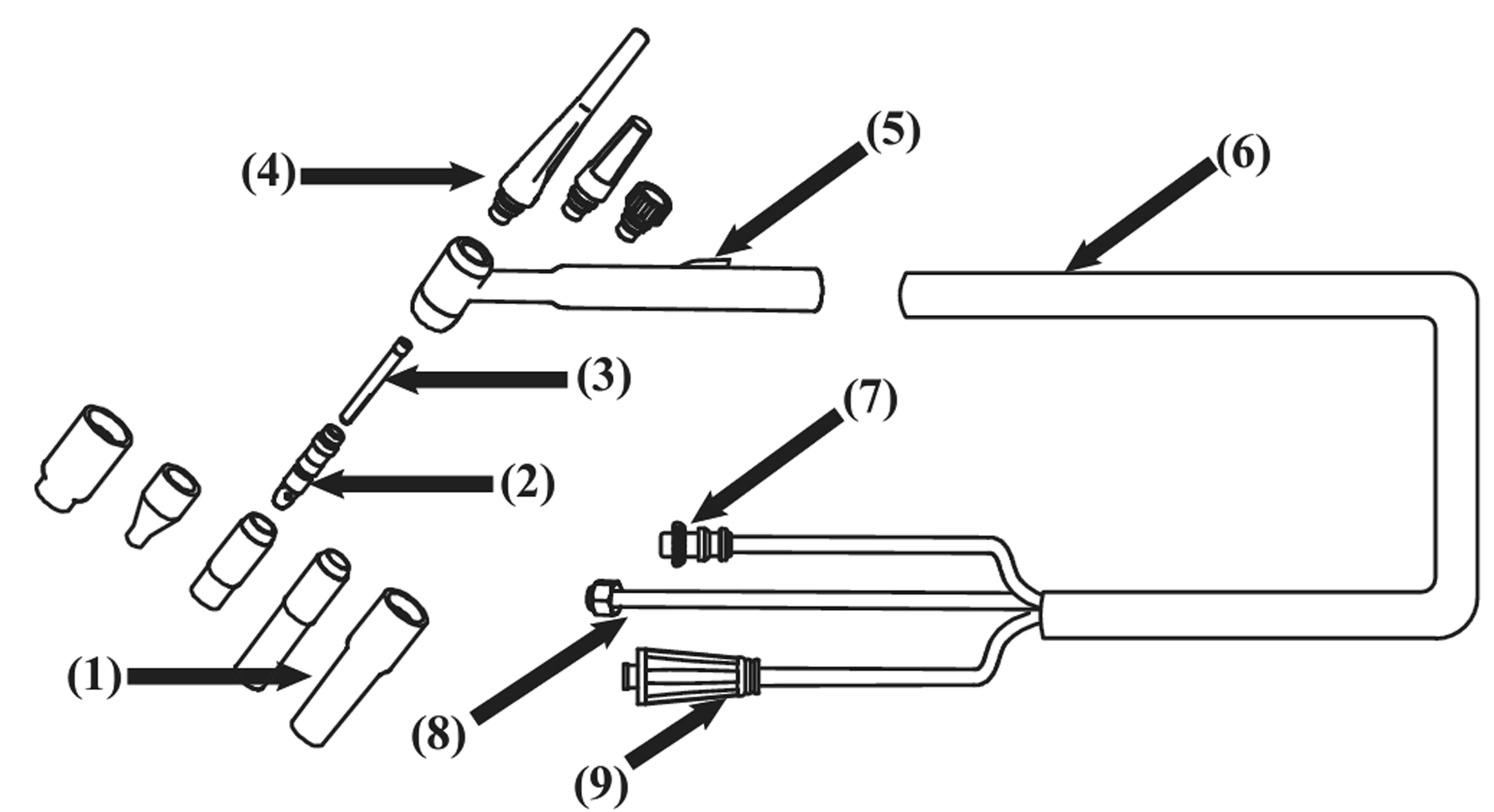
Súng hàn của máy hàn điện tử TIG 250AXPRO được cấu tạo bởi 9 phụ kiện, bạn theo dõi hình bên dưới để lắp đặt chính xác:
1. Chụp khí.
2. Ống phân phối khí.
3. Béc hàn.
4. Nắp (Dài, Trung, Ngắn).
5. Thân súng hàn TIG và công tắc.
6. Cáp súng hàn TIG.
7. Chốt kết nối công tắc súng hàn TIG.
8. Chốt kết nối khí đầu ra.
9. Cọc kết nối dài của súng hàn TIG.
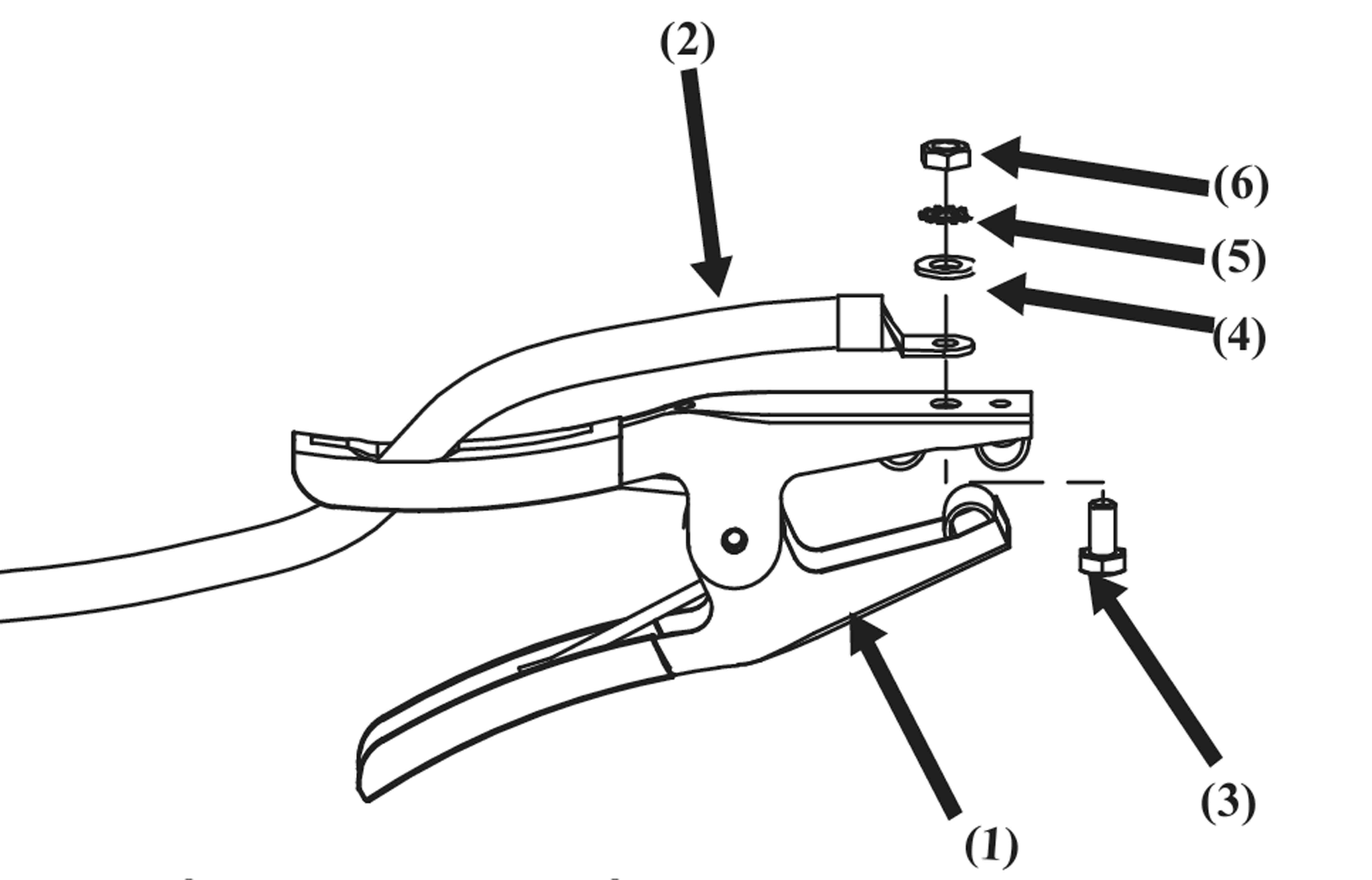
Lắp đặt kẹp Mass
1. Kẹp Mass.
2. Cáp nối.
3. Bu lông.
4. Lông đền phẳng.
5. Lông đền khóa.
6. Tán.
Luồng đầu cáp nối xuyên qua lỗ trên tay nắm kẹp mass, cố định đầu cáp nối theo như hình bên. Siết chặt đầu cáp nối bằng các dụng cụ phù hợp. Nếu kết nối không chặt, có thể là nguyên nhân làm cho chất lượng mối hàn không tốt và gây quá nhiệt tại kẹp mass và dây cáp. Theo dõi hình bên dưới
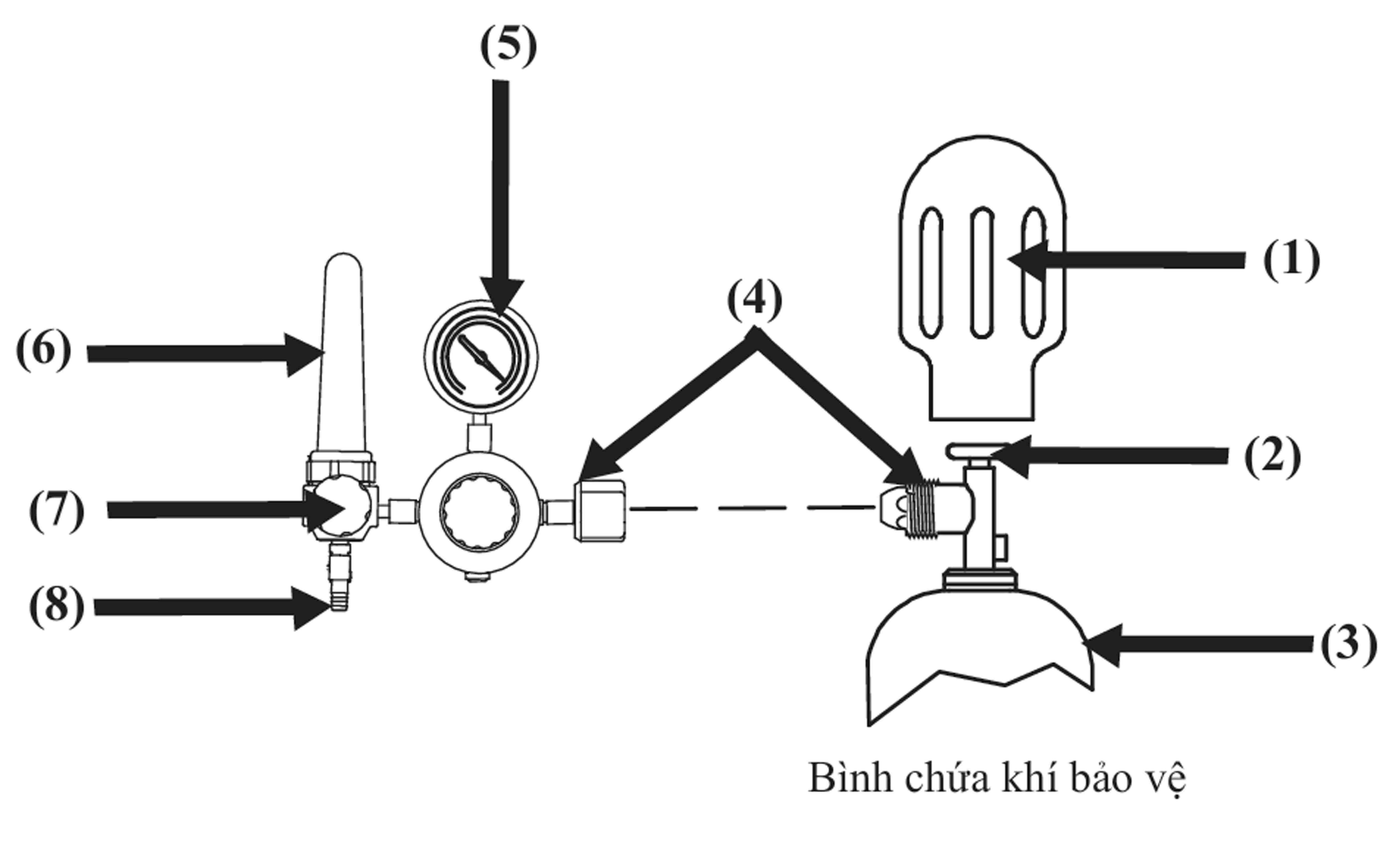
Hướng dẫn lắp đặt bình cung cấp khí
1. Nắp chụp bình khí.
2. Van khí. Tháo nắp bình khí, đứng bên cạnh van khí, nhẹ nhàng mở van khí. Sử dụng khí nén thổi bay hết bụi và chất bẩn trong van khí.
3. Bình khí.
4. Lắp và siết chặt đồng hồ vào bình khí bằng dụng cụ thích hợp.
5. Đồng hồ chỉ áp suất khí.Lắp đặt sao cho mặt đồng hồ chính diện với hướng nhìn.
6. Cột lưu lượng khí.
7. Nút chỉnh lưu lượng khí.
8. Chốt kết nối ống dẫn khí từ đồng hồ đến máy. Lưu lượng sẽ được điều chỉnh khi khí gas được dẫn từ bình khí qua ống dẫn khí đến súng hàn.
Hướng dẫn lắp đặt chức năng hàn
Máy hàn điện tử TIG 250AXPRO được tích hợp cả hàn TIG và hàn que nên chúng ta sẽ có 2 cách lắp đặt chức năng hàn ch
Lắp đặt chức năng hàn TIG:
1. Kết nối súng hàn TIG lần lượt vào chốt kết nối công tắc và chốt ống dẫn khí đầu ra trên máy, cọc kết nối dài của súng hàn TIG kết nối với ổ kết nối của súng hàn TIG (cực âm (-) nguồn đầu ra - DCEN).
2. Kẹp Mass kết nối với ổ kết nối của kẹp mass (cực dương (+) nguồn đầu ra).
3. Kẹp Mass gắn vào vật hàn.
4. Dây kết nối đất.
5. Ống dẫn khí đầu vào kết nối với bình cung cấp khí.
Lưu ý:
- Tắt thiết bị trước khi kết nối súng hàn và kẹp Mass. Sau đó, bậc nút nguồn sang ON, và nhấn công tắc chuyển đổi chức năng sang TIG.
- Việc lắp đặt hệ thống điện phải tuân thủ theo tiêu chuẩn của từng quốc gia, và được thực hiện bởi người có kiến thức chuyên môn phụ trách.
- Luôn luôn phải kết nối dây tiếp đất trước tiên, không bao giờ được nối với dây pha của nguồn
Lắp đặt chức năng hàn que:
1. Kềm hàn kết nối với ổ kết nối của kềm hàn (cực dương (+) của nguồn đầu ra).
2. Kẹp Mass kết nối với ổ kết nối của kẹp mass (cực âm (-) của nguồn đầu ra).
3. Kẹp Mass gắn vào vật hàn.
Lưu ý:
- Tắt thiết bị trước khi kết nối kềm hàn và kẹp Mass.
- Sau đó, bậc nút nguồn sang ON, và nhấn công tắc chuyển đổi chức năng sang ARC (MMA)
Hướng dẫn kết nối máy hàn với nguồn (1 pha, 220v)
Lưu ý trước khi lắp đặt
- Tắt nguồn của thiết bị hàn, và kiểm tra điện áp nguồn đầu vào.
- Việc lắp đặt phải đảm bảo tuân thủ quy định của mỗi quốc gia và địa phương – chỉ những người đủ tiêu chuẩn mới được thực hiện lắp đặt. Luôn luôn phải kết nối dây tiếp đất trước tiên, không bao giờ được nối cuối cùng..
- Ngắt kết nối nguồn vào thiết bị (Công tắc thiết bị ngắt chuyển sang chế độ OFF) trước khi kết nối dây nguồn của máy hàn vào nguồn điện hàn 1 pha (220V) . Làm theo quy trình lắp đặt và tháo gỡ các thiết bị ngắt.
- Đầu tiên cần phải lắp đặt kết nối giữa nguồn đầu vào với máy.
- Luôn phải kết nối dây xanh hoặc xanh/vàng vào cọc nối đất trước, và không được nối vào dây pha
Kết nối máy với nguồn điện 1 pha - 220V
1. Thiết bị dẫn điện đầu vào (dây nguồn)
Chọn size và độ dài của các đầu nối sử dụng. Đầu nối phải tuân thủ theo các luật của quốc gia, vùng và địa phương. Nếu thích hợp, sử dụng đầu cắm với mức chịu tải dòng điện và kích thước phù hợp.
2. Ngắt kết nối nguồn vào thiết bị Ngắt/Nối (Công tắc thiết bị Ngắt/Nối chuyển sang chế độ OFF) trước khi kết nối dây nguồn của máy hàn vào nguồn điện hàn 1 pha (220V). Kết nối dây nối đất (Màu xanh hoặc xanh/vàng) vào cọc nối đất của thiết bị hàn trước.
3. Các chốt nối của thiết bị Ngắt/Nối kết nối lần lượt với dây pha L, N của nguồn điện 1 pha.
4. Kết nối các đầu của dây cáp nguồn của máy lần lượt vào các chốt của thiết bị Ngắt/Nối kết nối với dây pha L, N của nguồn điện 1 pha. Đảm bảo các chốt kết nối phải được khóa chặt trong quá trình hàn.
5. Thiết bị bảo vệ khi quá dòng.
Chọn kiểu loại, kích thước phù hợp của thiết bị bảo vệ khi có trường hợp quá dòng. Thực hiện lắp đặt, bảo vệ thiết bị Ngắt/Nối theo đúng qui trình của nhà sản xuất.
Chú ý: Dòng định mức của thiết bị bảo vệ khi quá dòng không được thấp hơn 67A
Hướng dẫn các chỉ số vận hành trên máy hàn TIG 250AXPRO
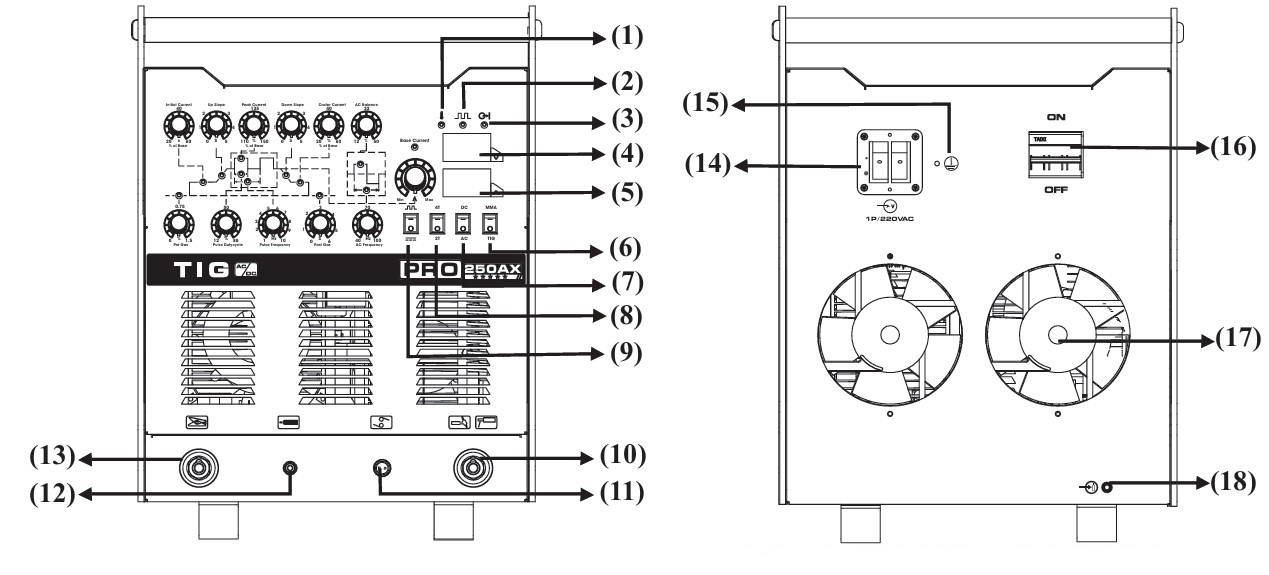
1. Đèn LED báo quá nhiệt
2. Đèn LED báo đang ở chế độ hàn XUNG
3. Đèn LED báo nguồn, đang có nguồn đầu ra.
4. Đồng hồ hiển thị điện áp hàn.
5. Đồng hồ hiển thị dòng hàn.
6. Nút chọn chế độ hàn TIG hoặc hàn que - MMA.
7. Nút chọn chức năng hàn dòng DC (1 chiều) hoặc AC
(Xoay chiều)
8. Nút chọn chế độ điều khiển súng hàn TIG 4T hoặc 2T.
9. Nút chọn chế độ hàn TIG xung hoặc TIG thường.
10. Ổ kết nối cọc nối dài của kềm hàn hoặc súng hàn TIG.
11. Chốt kết nối đầu ra của khí bảo vệ trên máy.
12. Chốt kết nối công tắc súng hàn TIG.
13. Ổ kết nối cọc nối dài của kẹp mass.
14. Ổ kết nối nguồn hàn 1 Pha - 220V.
15. Chốt kết nối dây nối đất.
16. Công tắc nguồn.
17. Quạt tản nhiệt.
18. Chốt kết nối đường khí vào từ bình khí vào máy.
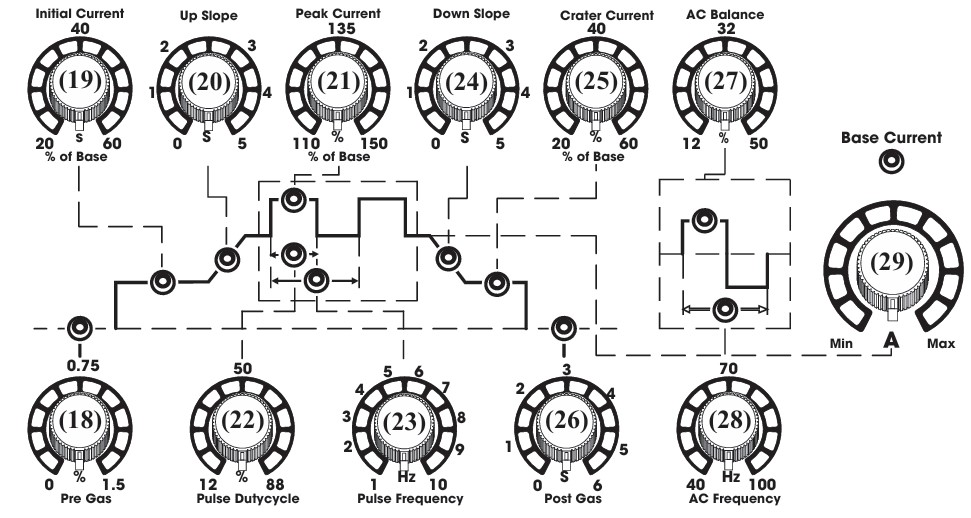
18. PRE GAS (KHÍ RA TRƯỚC KHI MỒI HÀN - Giây) - Nút điều chỉnh thời gian khí hàn ra trước khi mồi hồ quang lúc ban đầu, nhằm bảo vệ kim hàn (có thể điều chỉnh từ 0 - 1.5s).
19. INITIAL CURRENT (DÒNG HÀN BAN ĐẦU - A) - Nút điều chỉnh dòng hàn ban đầu. Có tác dụng giảm biến dạng
mối hàn, điều chỉnh từ 20% đến 60% của dòng cơ bản ( Base current )
Ví dụ: Dòng hàn cơ bản đang được chọn là 100A, dòng Initial current đang chọn 20% thì dòng Initial current thực tế sẽ là
100A x 150% = 150A.
20. UP SLOPE (THỜI GIAN DỐC LÊN - Giây) - Thời gian tăng của dòng hàn từ dòng hàn ban đầu (Initial current) tới dòng hàn điều chỉnh (Base current). Có thể điều
chỉnh từ 0 - 5s.
21. PEAK CURRENT (DÒNG HÀN TẠI ĐỈNH XUNG - A) Chỉ dùng trong chế độ hàn xung, peak current (hay dòng đỉnh) đóng vai trò là xung cao trong chế độ hàn xung. Được tính bằng cách, tính phần trăm từ dòng hàn cơ bản (Base current).
Ví dụ: Dòng hàn cơ bản đang được chọn là 100A, dòng Peak current đang chọn 150% thì dòng Peak current thực tế sẽ là 100A x 150% = 150A.
22. PULSE DUTY CYCLE (CHU KỲ XUNG - %) - Chỉ dùng trong chế độ hàn xung, điều chỉnh chu kỳ xung (thời gian dòng hàn ở xung đỉnh - Peak current, thời gian dòng hàn ở xung thấp - Base current).
23. PULSE FREQUENCY (TẦN SỐ XUNG - Hz)
24. DOWN SLOPE (THỜI GIAN DỐC XUỐNG - Giây) - Trái ngược với up slope, down slope là thời gian giảm của dòng hàn, giảm từ dòng hàn cơ bản xuống dòng hàn được cài đặt ở Crater current. Có thể điều chỉnh từ 0 - 5s (Chỉ sử dụng trong chế độ 4T).
25. CRATER CURRENT (DÒNG HÀN KẾT THÚC - %) - Nút điều chỉnh dòng hàn kết thúc, điều chỉnh từ 20% đến 60% của dòng cơ bản (Base current). Nhằm giúp dòng đang hàn giảm từ từ, giúp điền đầy vũng hàn trước khi kết thúc hồ quang, tránh tình trang tạo ra hố, lõm, nứt ở cuối đường hàn.
26. POST GAS (KHÍ RA SAU KHI HỒ QUANG TẮT - Giây)- Nút điều chỉnh thời gian khí hàn ra sau khi hồ quang tắt, nhằm bảo vệ, làm nguội kim hàn và mối hàn. Có thể điều chỉnh từ 0 - 6s.
27. AC BALANCE (CÂN BẰNG AC - %) - Chỉ dùng trong chế độ hàn Nhôm AC, điều chỉnh chu kỳ xung của dòng AC (thời gian dòng hàn ở phần dương - DCEP, và phần âm - DCEN).
28. AC FREQUENCY (TẦN SỐ DÒNG AC - Hz) - Chỉ dùng trong chế độ hàn Nhôm AC thay đổi tần số dòng điện AC.
29. BASE CURRENT(DÒNG HÀN CƠ BẢN - A) - Nút điều dòng hàn cơ bản cho chế độ hàn TIG, TIG-xung, và dòng hàn ở chế độ hàn que (MMA).
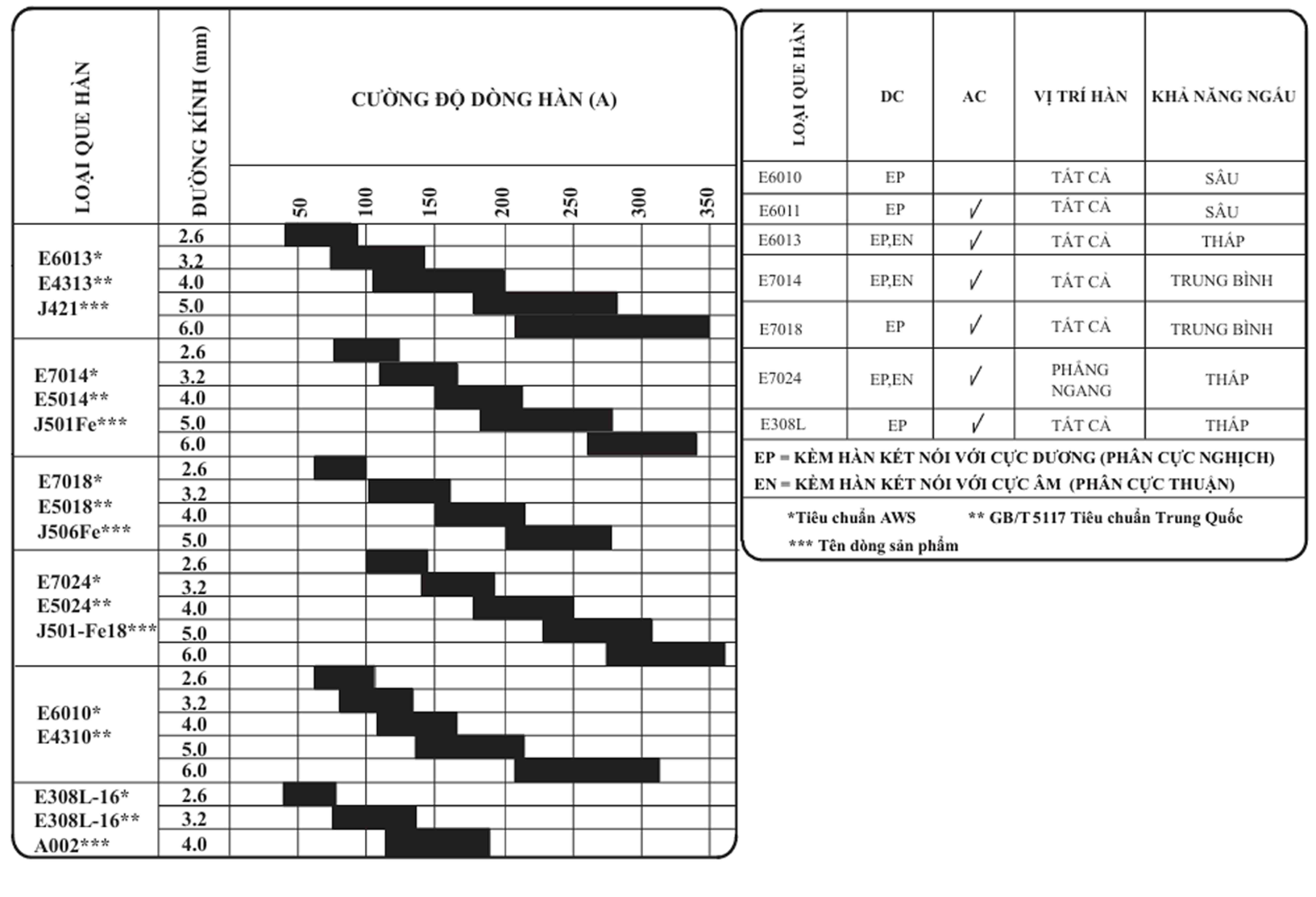
Phần 3: Hướng dẫn chọn que hàn và dòng hàn cho máy hàn điện tử inverter TIG 250AXPRO
Máy hàn điện tử Inverter TIG 250AXPRO là một dòng máy hàn TIG đa năng, có khả năng hàn TIG AC/DC (bao gồm cả chế độ xung) và hàn que (MMA). Điều này có nghĩa là nó có thể hàn được nhiều loại vật liệu khác nhau như thép, inox, nhôm, đồng.
Việc lựa chọn que hàn (kim hàn và que bù) và điều chỉnh dòng hàn phù hợp là yếu tố then chốt để có mối hàn đẹp và chất lượng. Dưới đây là hướng dẫn chi tiết:
Phần 4: Hướng dẫn bảo dưỡng máy hàn điện tử TIG 250AXPRO
-
Vệ sinh thổi bụi bằng khí khô từ máy nén khí. Đối với môi trường khỏi bụi ô nhiễm nên vệ sinh hằng ngày.
-
Áp suất hơi thổi phải chỉnh vừa phải để tránh làm hư các chi tiết nhỏ của máy hàn.
-
Phải đảm bảo rằng các đường dây đấu đúng và chắc chắn (đặc biệt là phích cắm và các thành phần).
-
Giữ khô ráo không cho nước hay hơi ẩm ướt vào bên trong máy hàn. Nếu bị ướt nước hay ẩm ướt vào phải làm khô ngay và cách ly.
-
Nếu không sử dụng trong thời gian dài nên để máy hàn vào thùng và bảo quản nơi khô ráo.
-
Việc bảo trì dự phòng và bảo dưỡng định kỳ máy là điều rất cần thiết nhằm giảm tối thiểu các sự cố gián đoạn sản xuất do hư hỏng máy móc thiết bị gây ra.
-
Các phụ kiện, chi tiết thay thế vào máy cần lắp đặt và điều chỉnh đúng theo hướng dẫn. Phụ kiện đảm bảo là phụ kiện Hồng Ký và cùng tiêu chuẩn (đối với các chi tiết tiêu chuẩn). Máy được thiết kế kết cấu, công suất, theo các phụ kiện nhằm đảm bảo độ ổn định, độ tin cậy và cứng vững là cao nhất.
-
Chúng tôi không chịu trách nhiệm nếu bạn lựa chọn, lắp đặt và sử dụng phụ kiện không phải của chính hãng và các chi tiết không đúng tiêu chuẩn.
-
Chúng tôi luôn cung cấp phụ kiện cho khách hàng trong việc bảo hành, bảo trì và khi khách hàng có nhu cầu.
Kết luận
Thiết bị cơ khí Đức Phong đã hưỡng dẫn bạn sử dụng máy hàn điện tử TIG 250AXPRO khá chi tiết, là một thiết bị hàn cao cấp được tích hợp nhiều tính năng hiện đại nên việc đọc kỹ các thông số, lưu ý và hướng dẫn sử dụng trước khi đi vào vận hành là điều vô cùng cần thiết. Hy vọng những thông tin trên sẽ hữu ích cho bạn.
Bạn có thể tham khảo thêm về sản phẩm Máy hàn Tig Hồng Ký TIG250AXPRO tại Đức Phong, chúng tôi là nhà phân phối chính hãng của thương hiệu Hồng Ký, giá cạnh tranh nhất thị trường. Hoặc có thể liên hệ với chúng tôi qua thông tin bên dưới để được tư vấn chi tiết hơn:
Thiết bị cơ khí Đức Phong
Địa chỉ: Tầng 7, Căn số 32V5A, Khu đô thị Văn Phú, Phường Phú La, quận Hà Đông, Hà Nội
Điện thoại: 0985779287
Website: https://ducphongstore.vn/