Hàn hồ quang là gì? Tìm hiểu chi tiết về hàn hồ quang
20/08/2025 View: 218Hàn hồ quang là phương pháp hàn phổ biến nhất hiện nay. Kỹ thuật hàn hồ quang mang đến chất lượng mối hàn bền chắc và tính thẩm mỹ cao, chính vì vậy từ các xưởng cơ khí đến các thợ hàn, sửa chữa máy móc lẻ cũng đều sử dụng phương pháp này. Vậy hàn hồ quang là gì? Bài viết dưới đây sẽ tìm hiểu chi tiết về phương pháp hàn hồ quang.
Hàn hồ quang là gì?
Hàn hồ quang là phương pháp hàn điện cực nóng chảy, dùng nhiệt độ cao của hồ quang điện giữa điện cực và vật liệu hàn (hoặc giữa hai điện cực) để nung chảy kim loại, tạo thành mối hàn bền vững. Khác với sử dụng ngọn lửa truyền thống, hàn hồ quang tạo ra một cầu plasma siêu nóng (nhiệt độ có thể lên tới 6000 độ C) giữa điện cực và vật liệu hàn. Được phát triển vào cuối thế kỷ 19, hàn hồ quang trở nên quan trọng và được ứng dụng phổ biến trong hầu hết các xưởng cơ khí, gia công kim loại, chế tạo.
Trong quá trình hàn hồ quang, điện áp có mối liên hệ trực tiếp với chiều dài hồ quang, còn dòng điện lại quyết định lượng nhiệt cung cấp cho mối hàn. Với các phương pháp hàn thủ công như hàn hồ quang vonfram khí (TIG) hay hàn hồ quang kim loại có vỏ bọc (SMAW), nguồn điện dòng điện không đổi (CC – Constant Current) thường được sử dụng. Ưu điểm của loại nguồn này là có thể giữ cho dòng điện ổn định ngay cả khi điện áp thay đổi. Điều này đặc biệt quan trọng bởi trong hàn thủ công, việc duy trì điện cực ở vị trí hoàn toàn cố định là rất khó, dẫn đến chiều dài hồ quang và điện áp thường xuyên dao động.
Đặc điểm của hàn hồ quang
- Tính linh hoạt: Có thể thực hiện ở mọi tư thế trong không gian.
- Loại dòng điện: Sử dụng được cả dòng điện một chiều (DC) và xoay chiều (AC).
- Năng suất: Năng suất thấp do cường độ hàn bị hạn chế và cần dừng lại để thay que hàn.
- Chất lượng mối hàn: Hình dạng, kích thước và thành phần hóa học của mối hàn có thể không đồng đều do tốc độ hàn dao động. Dễ tạo khuyết tật nên chất lượng mối hàn thường không cao. Vùng ảnh hưởng nhiệt tương đối lớn.
- Quá trình sau hàn: Thường có bắn tóe kim loại lớn và cần phải đánh xỉ sau khi hàn.
- Điều kiện làm việc: Điều kiện làm việc của thợ hàn mang tính độc hại do tiếp xúc với bức xạ, hơi và khí độc.
- Thiết bị: Thiết bị đơn giản, rẻ tiền và có tính cơ động cao.
- Bảo vệ kim loại: Kim loại được bảo vệ bằng các tính chất của thuốc bọc que hàn, do đó không cần khí phụ trợ bên ngoài.
- Phạm vi vật liệu: Phù hợp với hầu hết các kim loại cơ bản, bao gồm thép carbon, thép hợp kim cao và thấp, thép không gỉ, gang xám và gang dẻo. Ít phổ biến hơn cho các kim loại màu như Niken, Đồng, Nhôm và hợp kim của chúng
- Không gian làm việc: Có thể thực hiện trong không gian hẹp.
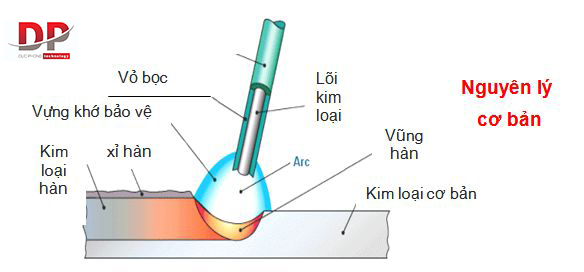
- Nguyên lý: Nguồn nhiệt hàn là hồ quang điện sinh ra giữa điện cực kim loại (que hàn) và vật hàn. Hồ quang này nung chảy mép liên kết và kim loại lõi que hàn để tạo thành kim loại mối hàn. Thuốc bọc que hàn cũng nóng chảy tạo thành xỉ hàn nổi lên trên bề mặt mối hàn để bảo vệ
Sự hình thành của hàn hồ quang
Sự hình thành của hồ quang hàn được chia làm 4 giai đoạn sau:
Giai đoạn 1: Tạo hồ quang
Nguồn điện (có thể là dòng một chiều DC hoặc xoay chiều AC) được cung cấp cho chi tiết hàn và que hàn có thuốc bọc thông qua kìm hàn. Khi que hàn được đưa gần vật hàn, một khoảng cách nhỏ được tạo ra, đủ để hình thành hồ quang điện. Hồ quang này là sự phóng điện qua môi trường khí giữa điện cực kim loại (lõi que hàn) và vật hàn.
Giai đoạn 2: Nung chảy kim loại
Nhiệt lượng lớn từ hồ quang (nhiệt độ cột hồ quang có thể lên tới 5.000 độ Kelvin hoặc hơn) làm nung chảy mép liên kết của vật hàn và kim loại lõi que hàn.
Giai đoạn 3: Bảo vệ mối hàn
Thuốc bọc bên ngoài que hàn cũng nóng chảy dưới tác động của hồ quang, tạo thành một lớp xỉ lỏng nổi lên trên bề mặt vũng hàn. Lớp xỉ này có vai trò bảo vệ kim loại mối hàn đang nóng chảy khỏi tác động của không khí bên ngoài (oxy và nitơ), ngăn ngừa quá trình oxy hóa và nhiễm bẩn, đồng thời giúp định hình mối hàn.
Giai đoạn 4: Hình thành mối hàn
Khi hồ quang di chuyển, kim loại nóng chảy từ que hàn và vật hàn sẽ hòa quyện vào nhau, sau đó đông đặc lại tạo thành mối hàn.
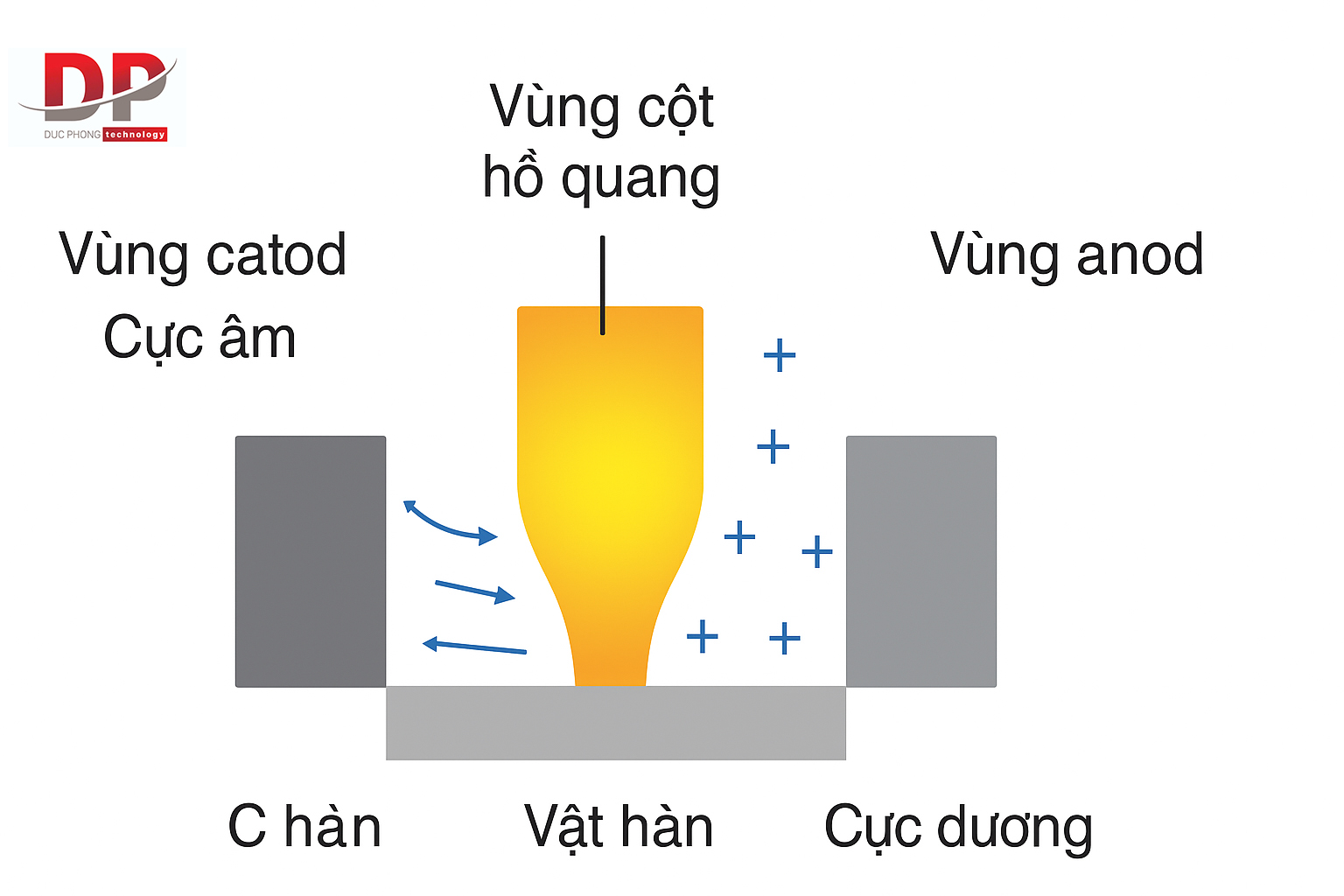
Hàn hồ quang được chia làm 3 vùng cơ bản:
- Vùng catod (cực âm)
- Là khu vực gần bề mặt cực âm (catod).
- Tại đây xảy ra quá trình phát xạ electron: các electron bị giải phóng từ bề mặt cực âm nhờ tác động của nhiệt độ cao và điện trường mạnh.
- Điện áp rơi (hiệu điện thế cần thiết để electron thoát ra) thường khá lớn.
- Đây chính là “nguồn cung cấp hạt tải điện” giúp hồ quang được duy trì.
- Vùng anod (cực dương)
- Là khu vực sát bề mặt cực dương (anod).
- Electron từ vùng catod bay sang và va chạm mạnh với anod, giải phóng nhiệt lượng rất lớn.
- Do đó, vùng anod thường nóng hơn, tập trung nhiều năng lượng, gây nóng chảy kim loại cơ bản trong hàn.
- Vùng cột hồ quang
- Nằm giữa catod và anod.
- Đây là nơi chứa dòng electron và ion di chuyển, tạo nên dòng điện hồ quang.
- Nhiệt độ ở vùng này rất cao (3.000 – 6.000°C), tạo thành ánh sáng chói đặc trưng.
- Vùng cột hồ quang chính là khu vực chủ yếu cung cấp nhiệt năng để làm nóng chảy vật hàn.
Phân loại hàn hồ quang
Hồ quang hàn có 3 cách phân loại là phân loại theo dòng điện, phân loại theo điện cực và phân loại theo cách đấu dây điện cực. Các loại máy hàn phổ biến trên thị trường cũng được áp dụng và sử dụng theo 3 loại hồ quang này:
1. Phân loại hồ quang hàn theo dòng điện
Hồ quang hàn theo dòng điện sẽ được chia làm 2 loại chính là: Hồ quang hàn dòng điện xoay chiều và hồ quang hàn dòng diện 1 chiều
Hàn bằng dòng điện 1 chiều:
Hàn hồ quang bằng dòng điện 1 chiều thường sử dụng máy hàn có giá thành cao, nhưng bù lại dễ mồi hồ quang, thao tác thuận lợi và cho chất lượng mối hàn tốt. Khi hàn DC có hai cách nối dây cơ bản:
- Nối thuận (DCEN – Direct Current Electrode Negative):
- Que hàn nối với cực âm (–), vật hàn nối với cực dương (+).
- Nhiệt tập trung nhiều ở vật hàn nên thích hợp để hàn thép dày.
- Với điện cực không nóng chảy (như hàn TIG), cách nối này giúp hạn chế sự mòn của điện cực.
- Nối nghịch (DCEP – Direct Current Electrode Positive):
- Que hàn nối với cực dương (+), vật hàn nối với cực âm (–).
- Nhiệt tập trung nhiều ở que hàn nên thích hợp cho hàn vật liệu mỏng, kim loại màu hoặc gang bằng que hàn thép.
Hàn bằng dòng điện xoay chiều:
Hàn hồ quang bằng dòng điện xoay chiều đem lại chất lượng mối hàn không cao lắm, hơn thế lại còn khó gây hồ quang và khó hàn. Tuy nhiên những máy hàn sử dụng hàn hồ quang dòng điện 1 chiều lại có chi phí đầu tư thấp hơn đáng kể.

2. Phân loại hàn hồ quang theo điện cực
Hàn hồ quang theo điện cực cũng được chia ra làm 2 loại:
Hàn hồ quang điện cực không nóng chảy
Hàn hồ quang điện cục không nóng chảy là phương pháp, điện cực chỉ dẫn điện, không bị nóng chảy trong quá trình hàn. Kim loại điền đầy (nếu cần) sẽ được cấp từ que hàn phụ hoặc dây hàn bổ sung. Đặc điểm của phương pháp hàn này là cho mối hàn bền chắc, thẩm mỹ cao. Điện cực thường làm từ vonfram có độ bền nhiệt lớn, ít bị mòn, phổ biến nhất vẫn là phương pháp hàn hồ quang vonfram trong khi bảo vệ (TIG-GTAW).
Điện cực nóng chảy
Điện cực hàn nóng chảy ( que hàn) được chế tạo từ kim loại hoặc hợp kim có thành phần gần giống với các thành phần của kim loại vật hàn.
- Phổ biến, dễ thao tác, phù hợp nhiều loại vật liệu.
- Mối hàn hình thành từ cả kim loại cơ bản và kim loại của điện cực.
3. Phân loại bằng cách đấu dây các điện cực khi hàn
Cách đấu dây điện cực đóng vai trò quan trọng trong việc ảnh hưởng đến khả năng di chuyển của điện cực và tốc độ hàn. Hệ thống đấu dây điện cực đóng vai trò quyết định hiệu suất của quá trình hàn, và có hai loại hàn hồ quang chính dựa trên cách đấu dây điện cực.
Một trong những phương pháp phổ biến là hàn hồ quang tay, người thợ sẽ tự cầm điện cực trong quá trình hàn. Ngược lại nếu cấp dây điện cực thông qua máy hàn thì gọi là hàn hồ quang tự động
Trên đây, Thiết bị cơ khí Đức Phong đã chia sẻ cho bạn kiến thức chi tiết về hàn hồ quang, hy vọng rằng những thông tin đó sẽ hữu ích cho bạn. Cảm ơn bạn đã quan tâm và theo dõi Đức Phong, nếu có nhu cầu tư vấn về các loại máy hàn, vui lòng liên hệ qua thông tin:
THIẾT BỊ CƠ KHÍ ĐỨC PHONG
Hà Nội: Tầng 7, Căn số 32V5A, KĐT Văn Phú, phường Phú La, quận Hà Đông, TP. Hà Nội
Hotline: 0985779287 (Zalo)
website: https://ducphongstore.vn/
Mail: Info@ducphong.vn
Hỗ trợ 24/7
Chi nhánh Hồ Chí Minh: 228/55, Thống Nhất, P. 10, Q. Gò Vấp, TP. HCM